What is AC frequency in TIG welding? (aluminum settings)
The AC frequency in TIG welding often puzzles new welders. It’s also misinterpreted with other technologies using similar words. However, AC frequency is specific:
AC frequency is a technology that inverter AC/DC TIG welders use for aluminum welding. The frequency feature controls how many times the two polarities of alternating current (AC) switch per second. With different frequencies, you can change the arc’s shape, making it more or less focused.
AC frequency is often misinterpreted as the high-frequency ignition feature used to start the arc without touching the workpiece. This article is about the frequency of the welding current when you weld aluminum with an AC TIG welder.
Table of Contents
- Why is AC frequency useful for TIG welding?
- What happens with high AC frequency?
- What happens with low AC frequency?
- How to set the AC frequency on a TIG welder?
- When to increase the AC frequency?
- When to decrease the AC frequency?
- The most common mistake when setting the AC frequency
- Conclusion
Why is AC frequency useful for TIG welding?
TIG welding is the best process to weld aluminum but has an issue with the oxidation that forms on the surface. This aluminum oxide is very tough, and the arc of a DC TIG welder cannot weld over it.
Welding with alternating current (AC) is the solution to this problem because it can remove the oxide.
The AC consists of two polarities, direct current negative (DC-) and positive (DC+) switching directions many times per second. Each switching is a cycle measured in hertz (Hz). The frequency is how many times this happens per second.
AC TIG welders based on old transformer technology output the same frequency as their input power (60 Hz). TIG welding is suitable for thin aluminum jobs, and the characteristics of a 60 Hz welding current are not the best you can have.
Modern inverter AC TIG welders have high-tech components that can modify the AC frequency and improve the results.
AC frequency is used to increase the control you have on aluminum welding by changing the arc’s shape. You can make the arc cone narrow and focused to direct the heat input towards the desired path. Or you can make the arc wider and hotter, suitable for thick aluminum.
Let’s see in more detail what happens if you use the same amperage, balance, tip angle, etc., but with different AC frequencies.
What happens with high AC frequency?
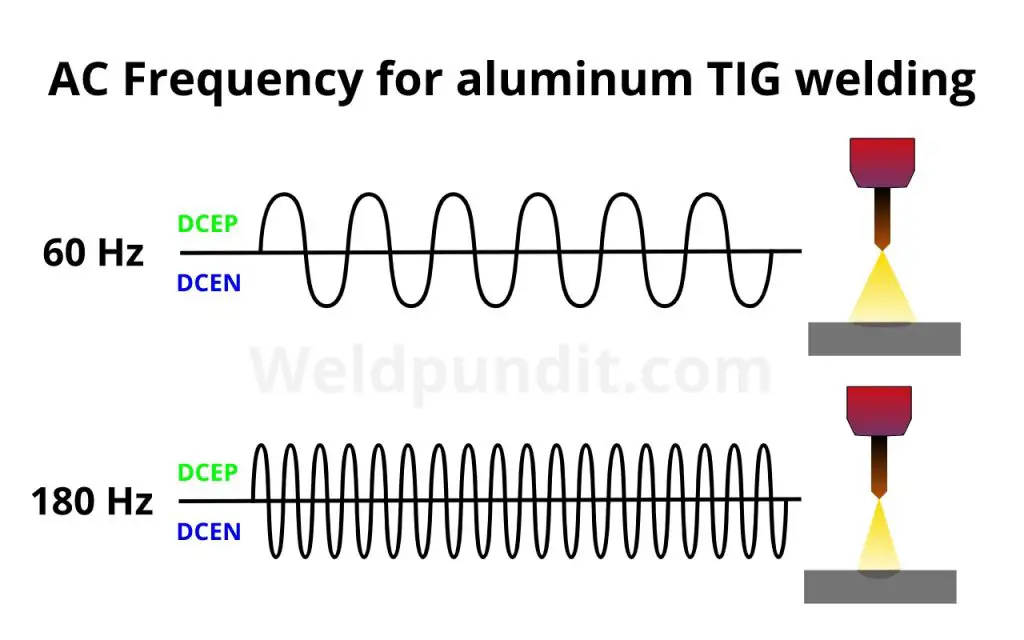
When the frequency is high, polarity switching is faster and each one lasts for a shorter time per cycle. High frequency restricts the arc cone, making it narrow and focused.
When you increase the AC frequency, you will notice the following changes:
- The arc will make a characteristic high-pitched sound.
- The arc is somewhat narrower and highly focused. This way you direct the arc at a specific point without wandering from side to side.
- With a focused arc, you can concentrate heat on the joint’s root while keeping the workpiece at a lower temperature.
- The heat input is lower, which makes the puddle less fluid with reduced penetration.
- The puddle is colder and freezes faster.
- The final bead is narrow and symmetrical.
If you set a frequency that is too high, you will notice the following negative effects:
- A high frequency can overheat the tungsten electrode, even if you use low amperage. After a point, the tip will ball back unevenly, creating an erratic arc.
- With a high frequency, you must increase the amperage to get enough heat to establish the puddle and start welding. This way, you waste energy and limit the amperage of your welder.
What happens with low AC frequency?
When the frequency is low, each polarity last longer per cycle and the arc gets wider. Furthermore, you have a higher heat input because every time the polarity changes, there is energy loss. So with a low frequency, less energy is lost.
When you decrease the frequency, you will notice the following changes:
- The arc’s sound becomes softer and more distinct.
- The arc becomes slightly wider and softer in nature.
- The higher heat input melts the workpiece and forms the puddle quickly.
- The puddle looks smoother and flows easier.
- The workpiece will slightly preheat in the direction you weld, offering deeper penetration.
- The final bead is wider and not as pretty.
If you set a frequency that is too low, you will notice the following negative effects:
- The arc may wander from the desired direction. It may prefer one side of the joint or jump from side to side.
- When the arc loses focus, the final bead will be uneven, without the desired root penetration.
- The unstable arc also increases porosity.
How to set the AC frequency on a TIG welder?
Most TIG welders can output AC with a frequency range of 20-250 Hz. Some heavy-duty machines offer 400 Hz and industrial machines can reach up to 2000 Hz.
Setting the correct frequency is not hard. A value between 100 and 120 Hz will offer enough arc focus and heat input for most aluminum welding jobs. Remember that the frequency setting is available after you select the AC mode on your welder.
Next, we’ll see when a higher frequency will give you better results, and when it’s better to decrease it.
When to increase the AC frequency?
There are many cases when you should use a frequency higher than the typical 100 Hz to focus the arc or decrease the heat effect on the joint:
- When you weld any kind of tight inside corner joint. With tight fillet welds, you want to direct the arc in the root to achieve deep penetration without focusing on the sides.
- When you weld butt joints with a tight root gap, you can use a higher frequency to focus the arc in the root.
- Another scenario when the high frequency is helpful is with thin aluminum. Here, a tight arc will input less heat to prevent burning thoughts or warping the metal.
- With a high frequency, it’s easier to build up edges of thin aluminum.
- If you weld aluminum joints with demanding service conditions, a high-frequency arc prevents too much heat in the heat-affected zone (HAZ). The HAZ is the area next to the bead and is metallurgically affected by the welding heat. Aluminum is a metal that always loses strength under high temperatures. A high frequency will create a narrow HAZ with a reduced loss of strength.
- When you want good-looking joints, a tight arc will create a symmetrical bead with a narrow HAZ.
- With a narrow and focused arc, you can weld thick to thin metals with improved heat control. It’s easier to direct the welding heat towards the thicker part.
When to decrease the AC frequency?
You select a frequency lower than 100 when you have:
- Thick aluminum that needs a lot of heat. Castings are a typical example. With a low frequency, sometimes even lower than 60 Hz, you take advantage of the higher heat input. This way, you will create the puddle much faster and preheat the joint as you weld to keep the puddle molten.
- Outside corner joints because you want a wider arc to cover both sides and input less heat in the root.
Most TIG welders can drop the frequency to 20 Hz. However, 40 Hz is considered the lowest practical value to avoid arc wander problems.
The most common mistake when setting the AC frequency
The most common mistake most welders make is setting a frequency that is too high for the joint shape or metal thickness. Then, setting a high amperage to compensate for the low heat input.
As expected, this will result in overheating and damaging the tungsten tip, put stress on the welding machine, and consume more energy.
If you use high frequency along with high balance (cleaning action), the mentioned issues increase even more. For most jobs, when you increase the frequency, you reduce the balance and vice versa.
Conclusion
The AC frequency is a helpful feature of AC TIG welding machines to improve the results when you weld aluminum.
For most jobs, you set a frequency of 100 Hz. This will focus the arc towards the desired path without arc wander or reduced heat input. This way, you can:
- Penetrate the root of tight inside corner joints.
- Weld thin aluminum without warping.
- Inputs less heat to minimize strength loss in the HAZ.
A low frequency is useful when you weld thick aluminum to take advantage of the higher heat input.
Weldpundit articles