Is It Better to Braze or Weld Cast Iron? Pros and Cons
Brazing and welding are two popular methods to permanently join metals. After reading this article, you will know their pros and cons and why one of them is the best for most cast iron jobs.
But there is something to clarify first. Many people use the word brazing when working on cast iron, but what they actually do is braze welding. Therefore, this article will be about welding versus braze welding rather than typical brazing.
Table of Contents
Brazing, braze welding, and welding
First, let’s see the basics of brazing, braze welding, and typical welding.
Brazing
Brazing is a joining method that uses the capillary action (CA) effect. CA is the ability of a liquid (the molten filler metal) to flow in narrow gaps without the help of external forces, even against gravity. For the CA to take place, you need a large lap joint that:
- Has a very tight fit up, with gaps between 0.002″ (0.05 mm) and 0.006″ (0.15 mm).
- Is perfectly symmetrical.
- Is perfectly clean.
- The entire joint is preheated.
Brazing uses filler metal that melts above 840 °F (450 °C) but always below the melting point of the base metal. Below 840 °F (450 °C), the process is called soldering.
Brazing fills the gap of a large lap joint. There are no external butt or fillet welds here. It is suitable for small tubing, pipes, thin metal, etc.
When you want to weld typical butt or fillet welds, you use the braze welding method, even if you use the same brazing equipment and filler metal. Again, most articles or videos that “braze” cast iron are actually about braze welding it.
Braze welding
Compared to brazing, braze welding doesn’t use the capillary action to fill the joint. Instead, as the filler metal melts, it lies on the casting and bonds with it.
Braze welding is like typical welding and uses similar equipment and joint design.
The basic difference is that the filler metal, a copper alloy, melts at a lower temperature than the casting. Therefore, this method has no molten puddle and there is no fusion between the filler and the casting.
When you braze weld, you use a high traveling speed to heat the metal to a cherry red color. You don’t want to heat the casting more than that because a puddle will begin to form. If molten cast iron combines with copper-based filler metal, the resulting bead will be brittle and multiple cracks will occur.
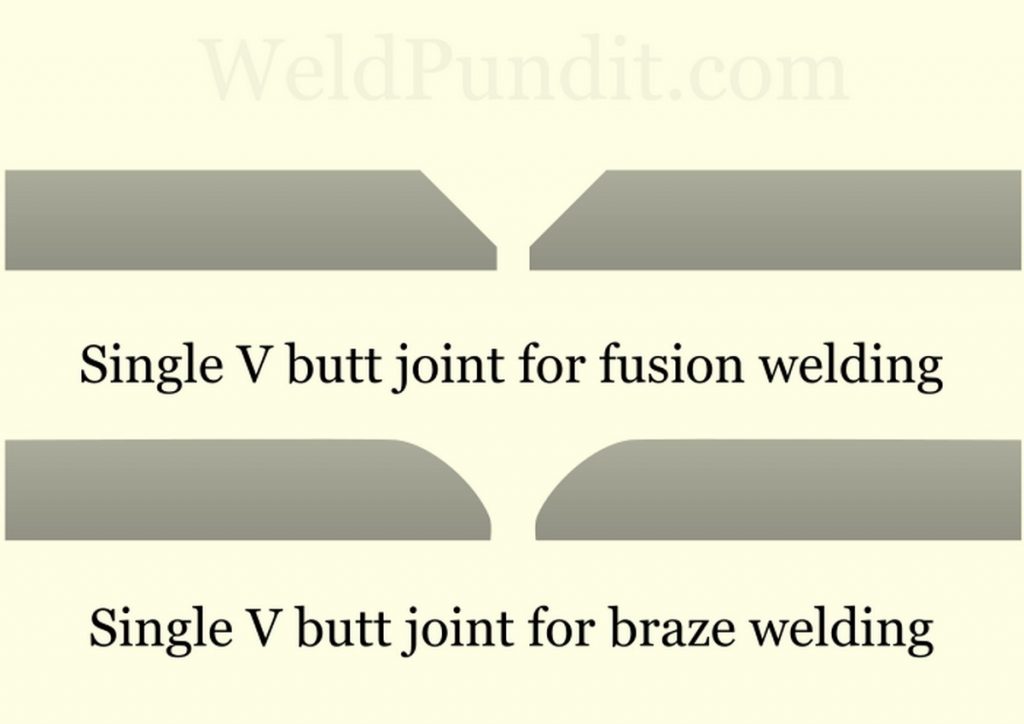
Another difference worth mentioning is joint design. Because braze weld metal is quite sluggish, it would help to create joints with slightly wider root gaps and bevels to help the puddle’s fluidity. Rounding the joint’s corners also helps.
Furthermore, the larger bead required to cover the wider joint offers added strength that counters the lack of fusion of this method.
This joint design helps a lot, but it’s not necessary for simple braze welding projects.
The oxyfuel process is very popular to braze weld cast iron and uses the RBCuZn copper-zinc rods. These rods might be covered with flux material, or you use a separate flux to dip the rod’s tip before melting them.
You can also use the arc welding processes such as stick, MIG, and TIG with the proper filler metal to braze weld cast iron.
The most popular filler metals for the arc processes are silicon bronze (CuSi or SiB) and aluminum bronze (CuAl). CuAl has higher tensile strength, but it doesn’t wet out like CuSi.
MIG braze welding wires need 100% argon shielding gas. Furthermore, these wires need U-shaped rollers and a teflon liner because they are soft. But you can use a spool gun to avoid changing them. Also, pushing the MIG torch instead of pulling it improves the gas coverage required for this wire.
Welding
With (fusion) welding, both the filler metal and the base metal have the same melting temperature, they melt into a puddle and fuse together.
Because there is a molten puddle, the temperature and the heat that goes in the casting are so high that a heat-affected zone (HAZ) appears right next to the welded joint. The cast iron’s characteristics in this zone change dramatically, and it’s where most of the failures occur.
The oxyfuel process uses rods with a chemical composition similar to the casting. They are called RCI rods. These rods need a separate flux material to dip the rod’s tip before welding.
The arc processes use dissimilar but suitable filler metal based on nickel. The most popular filler metals of this type are the Ni-CI and the NiFe-CI. The stick welding process also has the steel rod ESt as a cheaper option.
Weldpundit already has a general article on cast iron welding and one on rods for cast iron.
Is it better to braze or weld cast iron?
Because most cast iron jobs are small repairs, braze welding is more suitable and offers more advantages than fusion welding. Most notably, the reduced cracking risk and metallurgical changes in the HAZ. The main disadvantages are the reduced strength and heat resistance of the weld metal.
Cast iron is tough to weld. The popular gray iron is brittle and easily cracks under any expansion or contraction when you weld it.
In addition, the malleable and ductile (or nodular) irons lose their ductility (how much they can bend without damage) when you weld them. As a result, even if no cracking takes place, these castings will not be able to serve their purpose.
White and high-alloyed cast irons are not weldable.
Furthermore, for critical welds or when the casting is complicated, you need pre- and post-heating, especially if you use the oxyfuel process. Preheating requires a strict procedure and costs a lot of money.
The advantage of braze welding is working with a lower temperature to melt only the filler metal.
For example, silicon bronze (CuSi) has a melting point of 1800 °F (980 °C). That is significantly lower compared to welding filler metals for cast iron that melt around 2200 °F (1205 °C).
Let’s take a closer look at the benefits of each method.
Advantages of braze welding
The advantages of braze welding over fusion welding for cast iron are:
- Because braze welding doesn’t melt the joint, you prevent the casting’s rapid expansion. This prevents the immediate cracking caused by the expansion forces.
- For the same reason, after you finish your work, the contraction forces will not be as strong. This is of utmost importance since it is when most of the cracks appear.
- The lower heat input also prevents the creation of a heat-affected zone (HAZ). The HAZ is far harder and brittle than the rest of the casting and very sensitive to cracking even after many days.
- It will prevent the generation of residual stresses that will remain in the casting. That is very important for big and heavy workpieces and can lead to cracking even with light loads.
- If you are joining malleable or ductile cast iron, braze welding will maintain properties like the HAZ’s ductility far better than welding.
- Braze welding needs around half as much preheating compared to welding. Depending on the iron type and size, you might need only local preheating or no preheating at all. It gets even better because you also use less or no post-welding heat treatment. A reason to use preheating is that braze weld metal is sluggish, and cast iron worsens this problem. Preheating is helpful to make it wet out better.
- The copper-based filler metals have the best ductility and can absorb high amounts of contraction forces. This reduces the cracking risk when the bead cools down. Welding’s steel or cast iron filler metals have no ductility, only the nickel ones.
- Copper-based filler metals do a better job of joining dissimilar metals, for example, cast iron to steel. They are also the safest way to repair or join unknown castings.
- Since there is no puddle, the braze metal doesn’t absorb any kind of dirt or elements such as phosphorus and sulfur from the casting. These elements tend to concentrate longitudinal in the middle part of the bead, increasing the risk of hot cracking.
- The braze metal is soft and easily machinable. You can drill and cut it with typical tools. But use the proper discs and blades for copper alloys if you use power tools.
- Braze welding is also easier for beginners uses faster traveling speeds, and avoids the trouble of dismantling a smaller part from the casting’s main body.
Advantages of fusion welding
The advantages of fusion welding over braze welding for cast iron are:
- The most crucial advantage of welding is its superior strength. The filler metal and the base metal both melt, mix and solidify. With braze welding, you have a bead that sits on the casting without penetration. For this reason, even if both filler metals have the same tensile strength, welding will always offer a stronger joint.
- Furthermore, typical welding filler metals offer greater tensile strength than those for braze welding. For example, the NiFe-CI offers 90ksi tensile strength compared to CuAl which offers 70ksi.
- Welding filler metal, either steel, cast iron, or nickel, has the same heat resistance as the casting. If brazing filler metal heats up to 930 °F (500 °C), it will lose a lot of strength and will not be able to hold the joint. For safety reasons, don’t use brazing filler metal for critical welds that reach temperatures of 400 °F (200 °C) or higher.
- While a clean joint is always desirable, welding might tolerate a low amount of dirt. Braze welding always needs a very clean joint.
- If you use steel or cast iron rods, you can have a color match with the casting. Braze welding rods always leave a goldish bead.
Conclusion
Braze welding is preferred for the majority of repair jobs on cast iron. This process inputs less heat in the casting and lowers by far the chances of cracking compared to welding. It also avoids changing the casting’s characteristics. Furthermore, it is easier, faster, and cheaper.
When you deal with big and heavy castings, you want to weld them for the added strength. You also want to weld when you repair castings such as stoves that need to endure high temperatures or when you need a matching color.
More Weldpundit articles