The Welding Arc Blow Guide: Causes, Defects, Remedies
Sometimes, although you are doing everything right, you notice that the arc acts strangely, and your welds turn out asymmetrical and ugly. A phenomenon called arc blow can cause such problems.
After reading this article, you can understand arc blow, its causes, and defects, and learn ways to avoid it.
Table of Contents
- What is an arc blow in welding?
- What is a magnetic arc blow?
- What is a thermal arc blow?
- What are the welding defects of arc blow?
- What affects arc blow?
- How do you reduce arc blow?
- Conclusion
What is an arc blow in welding?
An arc blow or arc wander is any forcible redirection of the arc away from the desired path. Furthermore, arc blow disrupts the arc’s shape and stability, resulting in welding defects. Asymmetrical magnetic or thermal forces around the arc are the primary causes.
The arc is an electric current running through a flexible electric conductor. This conductor is plasma gas created by the arc. The gaseous form of the contactor makes the arc very flexible, and it can bend without much effort.
The arc wants to flow through the easiest path it can find. Still, the easier path is not always the shortest one. In welding, magnetic and thermal forces exist around the arc and can influence the path it takes.
The more unstable and asymmetrical the conditions around the arc are, the more it will deviate from the desired path. Furthermore, the arc will not maintain a symmetrical conic shape.
Even if arc blow is slightly noticeable, any kind of critical work is not acceptable. The defects will make the weldment weaker and increase the risk of failure.
There are two types of arc blow: magnetic and thermal. Magnetic arc blow is more common and stronger than thermal, and can cause serious defects. If it’s strong enough, it can even extinguish the arc.
Most of the article is about magnetic arc blow and describes it assuming that straight polarity direct current (DC-) is used.
What is a magnetic arc blow?
Magnetic arc blow is the unwanted deflection of the electric arc from its intended path caused by asymmetrical self-induced or external magnetic fields around the arc.
The electrical conductors of a welding circuit are:
- The live cable from the welding machine to the electrode holder or torch.
- The electrode holder or torch.
- The electrode.
- The arc.
- The workpiece.
- The welding table, if you have the working clamp on it.
- The working (or grounding) clamp.
- The return cable from the working clamp back to the welding machine.
When current flows through a welding circuit’s electrical conductors, it generates self-induced magnetic fields, both inside and around them.
Magnetic fields have the form of concentric lines of force at a 90-degree angle to the conductors. They have the same direction and strength as the current.
How does a self-induced magnetic field affect the arc?
The magnetic field that runs through the arc but even more the one that runs around it can affect the arc to a large degree.
The internal magnetic field creates pressure that keeps the arc in the same line as the electrode.
The external magnetic field creates an intense radial pressure that compresses and constricts the arc in a symmetrical conical shape. This pressure causes the arc column to have high current density, temperature, magnetic field, and pressure.
The problem is that the arc and the base metal meet at an angle close to 90 degrees. This angle changes the arc’s direction, thus the magnetic field’s symmetry around the arc.
As a result, the magnetic lines become asymmetrical, denser on one side and wider on the other. The denser lines cause high resistance to the arc (current flow), and it will seek an easier path elsewhere.

In cases like this, the easier path is not the shortest path. The arc will not run in a straight line into the workpiece.
The arc will curve and run through the side with the wider (or less concentrated) magnetic lines. If the curving effect is strong, a noticeable arc blow will be the result.
How do the two current types affect the magnetic arc blow?
Arc blow is far more noticeable when welding with direct current (DC) than with alternating current (AC).
Direct current produces synchronized magnetic lines that build up with time and can go deep into the metal. After a while, they become strong enough to divert the arc.
Alternating current changes direction in constant intervals. This alternation creates reverse magnetic fields (eddy currents-Wikipedia) that cancel each other. As a result, the magnetic fields are very weak and exist only on the metal’s surface.
How does the workpiece’s geometry affect the magnetic lines?
Magnetic lines always try to pass through the easiest path. It is much easier for them to pass through metal than the air, just like electricity. When the magnetic lines are close to the workpiece’s edges, they always compress and become denser.
Compressed magnetic lines are far more noticeable when two workpieces form an open root joint because it has an air gap. The magnetic lines will concentrate and become very dense around this air gap.
Compressed magnetic lines will cause the arc to deflect away from the gap and into the metal. Arc blow is always far worse when welding an open root pass, especially when reaching the joint’s end.
Also, any uniformity the workpiece has will cause the magnetic lines to become more or less dense. For example, differences in thickness, internal density, internal cracks, and so on.
How the residual magnetism in the base metal affects the arc?
Residual magnetism in the base metal causes the strongest asymmetries to the self-induced magnetic field around the arc. Residual magnetism is the number one factor to consider when dealing with arc blow.
Even a weak residual magnetic field can severely affect the magnetic lines’ concentration around the arc.
Residual magnetism (or remanent magnetization) is permanent magnetism in metals such as steel and nickel alloys. It can exist all over the metal or in certain areas with different densities.
External magnetic fields are the primary cause of residual magnetism. For example, magnets, power sources, live cables, even the earth’s magnetic field.
Furthermore, residual magnetism can also occur from the magnetic field generated when DC passes through the metal.
Welding magnetized metal is hard. When welding close to air gaps, the residual magnetic field’s strength can reach hundreds of gausses (units of magnetic line density). Welding is impossible when magnetic fields are that strong.
What kind of magnetic arc blow types are there?
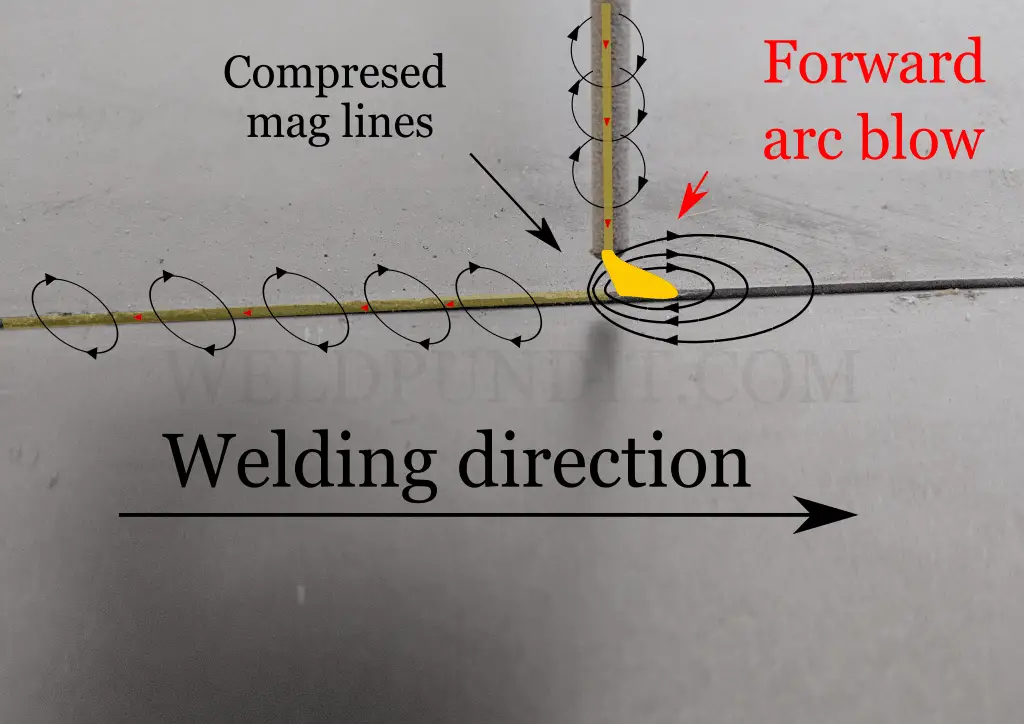
There are four magnetic arc blow types: forward, backward, sideways, and rotating arc blow.
Forward arc blow where the magnetic lines are concentrated behind the arc, so it deflects on the front side. Forward arc blow occurs when welding away from the joint’s starting edge, the working clamp, or any other magnetic field. This type will drag the molten slag under the arc, worsening the defects.
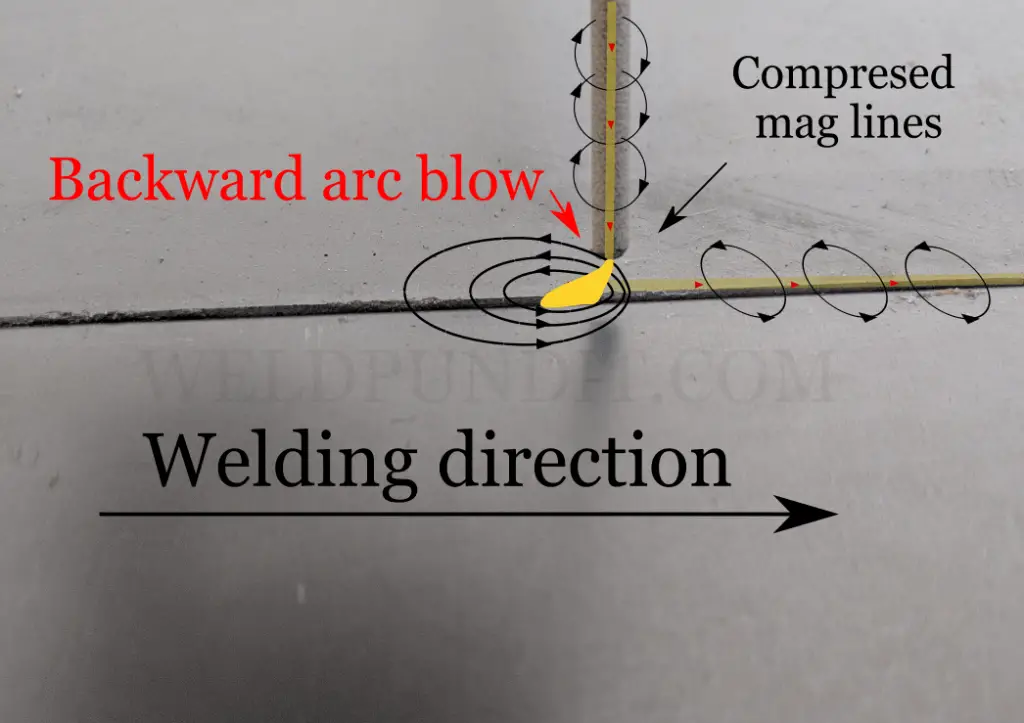
Backward arc blow where the magnetic lines are concentrated in front of the arc, so it deflects behind it. Backward arc blow occurs when welding towards the joint’s end, the working clamp, or welding workpieces with uneven thickness.
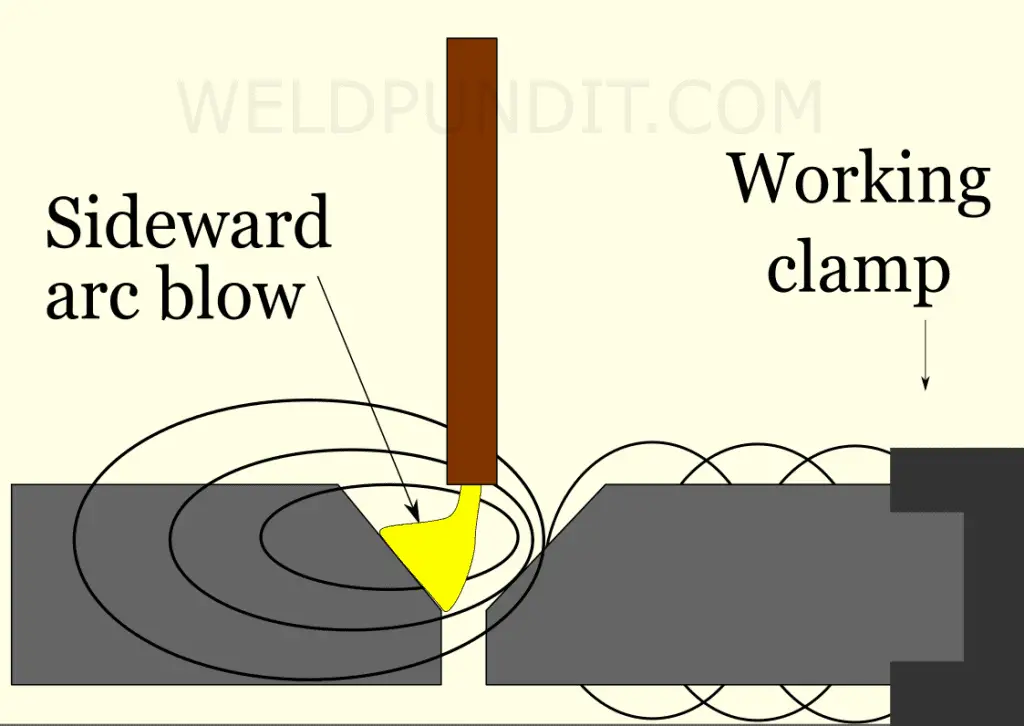
Sideways arc blow where the magnetic lines are concentrated on one side of the welding direction, so the arc deflects on the opposite side. Most often, the arc wanders away from the working clamp when it is set at an angle to the joint.
Rotating arc blow occurs when welding with high amperage or with a long arc length. In this situation, asymmetrical magnetic fields force the arc to rotate around itself.
What is a thermal arc blow?
Thermal arc blow is the unwanted deflection of the welding arc caused by the arc’s preference to bend towards the hottest area.
Heat offers an easier path for the arc to follow. From poor electrode handling, you can direct the heat away from the joint. As a result, the arc will flow the heat away from the cold joint.
Thermal arc blow is less complicated and does not cause such serious defects. It can act with or against the magnetic blow, depending on their directions.
Thermal blow gets worse if the workpiece has an uneven surface, uneven composition, dirty spots, cracks, or if the welding speed is too fast.
What are the welding defects of arc blow?
Many defects occur with a strong arc blow, resulting in weak, uneven, and ugly welds. Arc blow is unacceptable for critical and other professional work.
- Erratic weld metal deposition on the sides or even outside the joint.
- More and thicker spatter.
- Frequent slag inclusions.
- High porosity.
- Uneven root penetration and overall fusion.
- Frequent undercuts.
What affects arc blow?
Arc blow can have so many variables contributing to it that are difficult to keep track of. Most of them are external magnetic fields that reinforce or cancel each other out as the arc moves.
- The current type. With AC, arc blow is rare.
- Residual magnetic fields in the workpiece or the welding table.
- Any external magnetic fields such as power sources, live wires, welding magnets, magnetized backing plates, etc.
- Changes in the current direction inside the workpiece depending on the working clamp position.
- Welding dissimilar metals.
- Changes in the electrode working angle.
- Welding towards corners.
- Uneven joint design.
- Uneven joint fit-up.
- Complex joints.
- High amperage, for example, 200A or more.
- Uneven thickness of the workpieces to be welded.
- Imperfections on or inside the workpiece where the arc passes through. For example, small cracks or uneven metal density or composition.
- The arc’s position on the workpiece. If it is at the beginning, the center, or the end of the joint.
- Voltage to amperage ratio of the arc. The lower the arc voltage than the arc amperage, the more sensitive the arc is to arc blow.
- In welding procedures with multiple electrodes, each one’s magnetic field can interact with the other ones.
How do you reduce arc blow?
If you detect arc blow you, can use some techniques to reduce it. The goal is to avoid making the magnetic fields around the arc asymmetrical as much as possible.
- Switch to AC if possible.
- Avoid any external magnetic fields.
- Check your workpiece for residual magnetism and demagnetize it.
- Do the same for your welding table.
- Don’t store your workpieces in areas that have strong magnetic fields.
- Make sure that the welding cables are not curved and close to the arc.
- Avoid magnetic working clamps.
- Place the working clamp as far as possible from the arc.
- Try to place the working clamp in line with the joint. So that the current flows along the joint and not at an angle.
- Connect the working clamp directly to the workpiece.
- Weld away from the working clamp to reduce back blow. Weld towards the working clamp to reduce forward blow.
- Try to manipulate the electrode’s angle to compensate for the asymmetrical magnetic field around the arc.
- Use a shorter arc length.
- Use a smaller diameter electrode, reduce the amperage and/or the welding speed. You can also do a multipass bead instead of a single large one.
- Use non-magnetized backing plates of the same metal type.
- Start welding with the working clamp on the ending side of the joint. When you reach the joint’s center, stop and put the clamp at the joint’s starting point. Now, weld from the ending side towards the center.
- Use the sequence of back-step welding. To do this, you make small, even welds opposite to the welding direction to fill the joint.
- Start and finish the bead on secondary workpieces (run-off tabs) of the same thickness and metal type. Be careful not to leave any air gaps between them and the workpiece.
- When welding open-root joints, make heavy tacks at each edge and in between to compensate for the strong magnetic lines that curve around the air gaps.
- If you have a small magnetized workpiece, you can temporarily reduce its strength. You can wrap the welding cable a few times around the workpiece, close but at a safe distance (to avoid heat damage) from the joint and weld.
If you use AC, the direction you wrap the cable around the metal does not matter. However, if you use DC, it is very important to wrap it in the correct direction. This way, the magnetic field it creates will act opposite to the one in the workpiece. Otherwise, the residual magnetism will become stronger.
If possible, use a welding process that does not use an electric arc, such as oxy-fuel welding.
Conclusion
Arc blow is sneaky and deflects the arc away from the desired welding path, causing welding defects.
The change of current direction when the arc meets the metal and interfering external magnetic fields around the arc are the main reasons for arc blow.
Workpieces with residual magnetism are very hard to weld. However, using various techniques to counteract the problematic magnetic fields can reduce or eliminate the defects.
More Weldpundit articles