Comparison Between Stick and Flux-Cored Welding
Stick (SMAW) and self-shielded flux-cored (FCAW-S) welding are popular and affordable, making them suitable for new welders. In this article, you can read about the similarities and differences between them to choose the best one for you.
Table of Contents
- Comparison table between stick and flux-cored welding
- What are the similarities between stick and flux-cored welding?
- What are the differences between stick and flux-cored welding?
- Flux-cored welding advantages over stick welding
- Stick welding advantages over flux-cored
- Conclusion
Comparison table between stick and flux-cored welding
You can get a quick summary of the two welding processes with this comparison table.
| Stick (SMAW) | Flux-cored self-shielded (FCAW-S) | |
|---|---|---|
| Weld quality | 8 | 7 |
| Deposition rate | 3 | 8 |
| Travel speed | 5 | 10 |
| Heat control | 9 | 7 |
| Puddle visibility | 8 | 5 |
| Portability | 10 | 8 |
| Variety of weldable metals | 8 | 4 |
| Hard to weld | 8 | 3 |
| Fume production | 8 | 10 |
What are the similarities between stick and flux-cored welding?
Stick and flux-cored welding use an electric arc to melt their consumable electrode and the base metals to join them. Both processes offer strong welds with deep penetration and good fusion.
Stick and flux-cored welding don’t use external gas shielding because their electrodes come with flux material. The flux protects the puddle and provides many benefits:
- The flux’s primary function is to generate shielding gasses to protect the puddle, the arc, and the electrode’s tip from the air.
- It contains elements that deoxidize and clean the molten puddle from pollutants by trapping them in the slag.
- The slag that remains above the hot bead protects it from the air until it cools down. It also reduces the cooling rate, improving the bead’s quality.
- Other elements in the flux help to stabilize the arc and reduce excessive spatter.
- The flux also adds alloying elements to increase the weld metal’s strength and offer other metallurgical or corrosion improvements.
Stick and flux-cored equipment are very portable because there is no need for gas cylinders and hoses.
Also, both processes are your only options if you can’t acquire gas at your workshop, or you can’t legally or safely store gas cylinders.
Both processes can weld efficiently in windy conditions because their flux creates strong shielding gases that don’t disperse easily.
If the base metal is not clean and has mill scale, rust, paint, or other pollutants, both processes can burn through them and weld with acceptable results. However, welding dirty metal is not acceptable for critical work.
With the appropriate electrodes, both processes can weld in all positions.
Because both processes generate slag material in the puddle, you always pull the electrode.
However, the flux material can cause more sparks and spatter, porosity, slag inclusions, hydrogen contamination, and other defects. These defects get worse if the electrodes were not stored correctly.
Stick and flux-cored welding generate unhealthy fumes and gases caused by electrode evaporation and the flux material. Fume generation is higher with flux-cored because it has higher productivity.
If you use these processes indoors, the fumes can reach dangerous levels in a short time. For this reason, you must ensure that you have sufficient ventilation that will keep the air quality at safe levels.
What are the differences between stick and flux-cored welding?
Many welders describe flux-cored welding as stick welding turned inside out, mostly for the electrodes’ design.
Welding electrode design
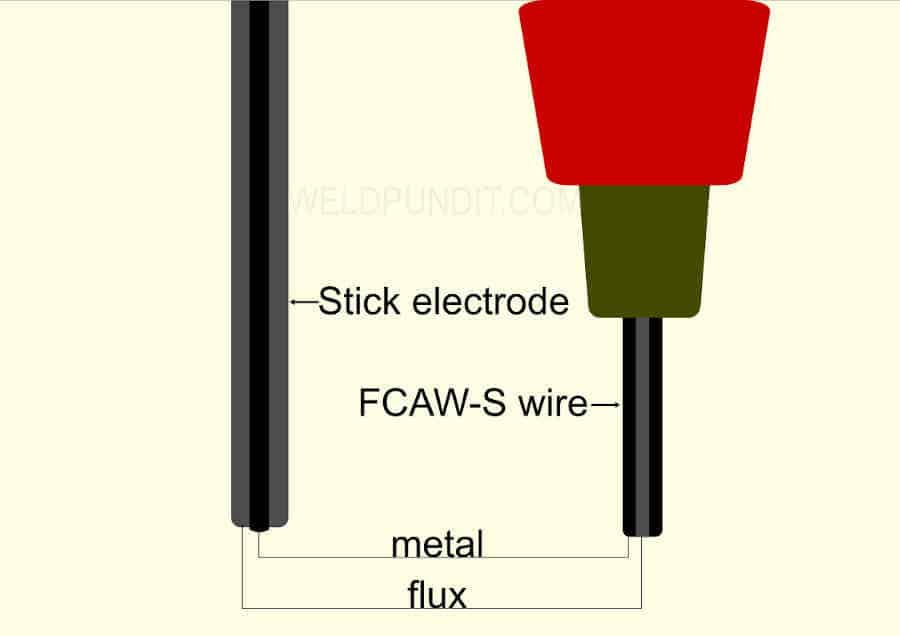
The consumable electrode of flux-cored welding is a tubular wire with the metal outside and the flux material inside. The wire comes in spools of various weights, meaning that the wire can have a very long length. A wire feeding mechanism drives the wire to the torch at a steady rate.
The opposite happens with the stick electrode (or rod) which consists of a solid metallic core and a flux covering. Stick rods come at a fixed length of 14″ (35 cm) or 18″ (45 cm). The welder manually replaces the rods in the electrode holder (or stinger).
Welding power supplies
When welding, the arc must have a steady length if you want to receive quality results.
Flux-cored welding uses a constant voltage (CV) power supply that presets and keeps steady the arc’s voltage. Furthermore, there is a mechanism that presets the welding amperage as the wire’s feeding speed.
As a result, flux-cored welding can autocorrect the arc’s length if you cannot keep the torch perfectly steady. This makes flux-core much easier to use.
Stick welding is restricted to a constant current (CC) power supply, which only presets the welding amperage. Your skill is responsible for keeping a tight and constant arc length.
Flux-cored torch vs stick electrode holder


The welding torch that flux-cored comes with is far more complicated than the electrode holder of stick welding.
A flux-cored torch consists of many parts such as the power lead, the control lead, the wire liner, the control trigger, the contact tip, and more.
The electrode holder or stinger of stick welding is a simple device that holds the electrode at various angles.
Flux-cored welding advantages over stick welding
The characteristics of the constant voltage power supply, the wire feeding mechanism, and the overall semi-automatic design of flux-cored welding offer high traveling speeds and productivity.
1. A higher deposition rate
The deposition rate is the quantity of weld metal that goes into the joint per unit of time the arc is on.
Flux-cored welding creates an arc that concentrates high amounts of energy at one point, resulting in a high current density.
The result is that flux-cored welding has at least double the deposition rate than stick welding.
2. An improved deposition efficiency
The deposition efficiency is the percentage of filler material that converts into useful weld metal and helps calculate the amount of wasted material.
The flux-cored wire has less flux material and more metal than a stick electrode and provides a deposition rate of 85%.
Stick welding has further losses in the form of leftover stubs that lower the deposition efficiency to 60%.
3. A higher operator factor
The operator factor is the percentage of time that the welder is welding.
With flux-cored welding, the long wire helps the welder work for a longer time giving an operator factor of 50%.
However, with stick welding, the welder must often stop, change rods and restart. These delays drop the operator factor to 35%.
4. Easier to start welding
Flux-cored welding is a semi-automatic process because a mechanism constantly feeds the wire electrode at a steady rate. Furthermore, the constant-voltage power supply autocorrects the arc length.
As a result, flux-cored makes it easier for a beginner to handle the torch and produce sound welds with little practice.
When stick welding, the welder must manually keep a steady arc length while at the same time compensating for the shortening of the electrode. This makes it harder to learn.
5. Offers a smooth arc start
After you set the correct voltage and wire speed on the flux-cored welder, you push the torch’s trigger and initiate an instant, smooth, and clean arc start.
With stick welding, you strike the arc by scratching or tapping the electrode on the base metal, increasing the chances of defects.
For example, arc strikes, sticking the electrode, poor penetration and fusion, slag inclusions, cold lapping, and so on.
6. The electrode doesn’t stick during welding
Flux-cored welding autocorrects the arc length and keeps the wire stick out steady. If you set the correct voltage and wire speed, the wire will not stick to the base metal.
When stick welding, you must manually keep the arc length steady as the rod shortens. If the arc length shortens, the heat drops, and the arc extinguishes. As a result, the rod sticks to the base metal.
7. Less metal distortion or warping
The high traveling speeds of flux-cored input less heat into the workpiece compared to stick welding. Lower heat input lowers the risk of metal distortion or warping. For the same reasons, you can weld somewhat thinner metal than stick welding.
Stick welding advantages over flux-cored
While flux-cored has many productivity advantages and is easier for beginners, stick welding has strong advantages.
1. More affordable to buy
The primary advantage of stick welding is the equipment cost. It is by far the most affordable machine to buy. A stick welder is the simplest of all welding machines without advanced electrical features or complicated moving parts.
A flux-cored machine includes a wire feeding mechanism, a more complex power supply, and a torch with many parts that adds to the total cost.
2. Lower maintenance costs
A stick welder has the lowest maintenance cost. Furthermore, the electrode holder is simple, with a few replacement parts that last for a long time.
A flux-cored welder has a wire-feeding mechanism with moving parts that you want to maintain to avoid wire-feeding problems. Furthermore, at some point, the mechanism will need repair or replacement.
Moreover, the flux-cored torch has many parts and consumables, for example, the liner, the contact tip, etc., that add to the costs. You must maintain the torch frequently to avoid wire feeding and arc stability problems.
3. Cheaper welding electrode
Stick welding electrodes cost less not only by weight, but you can buy a few of them.
The smallest flux-cored wire spoor weighs 1 pound (450 gr) and is more expensive per pound.
If you use only a part of the wire and store the rest for a long time, the wire might rust, or the flux material can go bad from moisture absorption.
4. A stick welder is easier to set up
A stick welder is easier to set up and start welding. When selecting a rod type and size, you must:
- Set the correct polarity for the electrode, most often DC+.
- Set the proper amperage.
- Put the electrode in the holder.
With a flux-cored welder, things are more complicated. Depending on the new wire, you must:
- Set the correct polarity for the wire, most often DC-.
- Install the spool.
- Pass the wire to the drive roll groove. Flux wire needs a knurled drive roll.
- Set the roll tension.
- Feed the wire to the torch.
- Set the wire stick out.
- Set the wire feed speed.
- Set the voltage.
Furthermore, the new wire’s thickness might not be suitable for the existing parts. If so, you must select the correct size and replace: the drive roller, wire liner, contact tip, etc.
When switching from mild steel to stainless steel, you must change the drive roller and wire liner. That’s because stainless steel wire must not contact any parts used for carbon steel wire if you want to achieve the best results.
5. Μore portable and durable
Both welding processes are very portable, but a stick welder is even more lightweight than a flux-cored welder. Furthermore, a stick welder is more durable to impact, dust, and moisture.
6. Welds more metals
With stick welding, you can weld a wide variety of metals and alloys if you have the appropriate electrode and the necessary experience.
Flux-cored wire types only support carbon steels, stainless steel, and a few other metals.
7. Welds magnetized metal
If you want to weld magnetized metals and avoid arc blow problems you want to weld with an alternating current (AC) stick welder. Flux-cored welders don’t support AC.
8. Longer work leads
If you want to weld at a long distance from the welding machine, choose stick welding. A stick welder’s work leads are simple cables to supply electricity, and both can have long lengths.
However, the flux-cored torch cable is complex and prone to damage, with a limited length of 25ft (7.5 m).
9. Other stick welding advantages
There are stick rods with cellulosic flux material, but flux-cored wires come only with rutile and basic flux. Cellulosic electrodes offer a stronger arc with deeper penetration and are more suitable to weld dirty metals.
Stick welding offers better puddle visibility, and the manual handling of the electrode offers better heat control to the joint.
A long stick rod provides easier accessibility to hard-to-reach joints. Furthermore, you can slightly bend the electrode to reach trickier joints.
With joint preparation and multiple passes, there is no upper limit of metal thickness they can weld. Most flux-core wires allow a limited number of passes before the bead becomes crack sensitive.
Conclusion
Flux-cored welding is a fast semi-automatic process with high productivity and is the best commercial intent choice. Furthermore, it’s easier for beginners.
Stick welding is in every way more affordable, portable, durable, versatile, and simpler to set up. It’s excellent for quick repair and maintenance jobs.
However, stick welding is a slow process and needs more skill to get good results.
More Weldpundit articles