Vertical MIG Welding for Beginners: Settings and Examples
MIG welding (GMAW) is the easiest process for beginners, but passing a good bead in the vertical position is challenging. In this article, you’ll learn the basics to help you get satisfactory results faster.
The article will assume you have some experience with MIG welding in the flat position. Furthermore, it will focus on vertical fillet (3F) and groove (3G) welds for mild steel to keep things simple.
Table of Contents
- Can you weld vertically with MIG?
- Do you MIG weld uphill or downhill?
- Is it easier to MIG weld up or down?
- Vertical uphill settings
- Uphill MIG welding basics
- Vertical downhill settings
- Downhill MIG welding basics
- Tips for vertical MIG
- Conclusion
The proper term when you weld upwards is vertical-up, but we also call it uphill. When you weld downwards, it’s vertical-down or downhill.
First, let’s see how capable MIG is for vertical.
Can you weld vertically with MIG?
You can MIG weld vertically by using a metal-transfer mode that freezes the puddle fast enough to keep it from dripping. The popular short-circuit mode can weld vertically both up and down, but has metal thickness limitations. The pulsed mode can also weld vertically, but it’s suitable for high-productivity work.
The short-circuit (or short-arc) is the most popular and cost-effective mode to transfer molten metal into the joint. It needs a simple power supply with a low amperage, up to 200A.
- All 120V MIG machines work only with this mode.
- Most affordable 240V machines are also designed for this mode only.
This mode doesn’t keep the arc on all the time. Instead, the arc stops and reignites many times per second. This creates a small and “cold” puddle that freezes fast, making it suitable for both vertical up and down welding.
For the most common vertical jobs, short-arc is all you need.
The pulsed mode is a modified version of the spray mode. This mode uses a continuous arc but delivers the amperage in two steps:
- First, it uses the normal amperage to melt the wire and transfer the metal as tiny droplets into the joint, achieving deep penetration.
- Then the amperage is reduced to keep the arc on but without metal transfer. This drops the heat input and freezes the puddle faster to stay in place.
This mode can weld uphill or downhill thin and thick metals. It’s great for high productivity, especially on hard-to-weld metals, for example, stainless steel or aluminum.
However, it’s expensive to use for regular jobs or hobby projects because you need:
- A complicated, high-amperage, and robust welding machine with high duty-cycles.
- A high argon gas blend, for instance, C10 (10% CO2 and 90% argon). C25 gas cannot enable this transfer mode.
The other two metal transfer modes, spray and globular, create a puddle that’s too big, hot, and fluid for vertical welding.
One reason why MIG is limited for vertical is that solid wires don’t generate slag as flux-cored wires can. Slag is helpful to support the puddle for uphill.
Since short-arc is by far the most popular, the following instructions and settings will be about this transfer mode.
Do you MIG weld uphill or downhill?
The two welding directions are quite different and used for specific jobs.
Because short-arc welding has lack of fusion issues, you weld thick metals uphill to get the best root penetration and overall fusion. Furthermore, you have improved puddle control for irregular joints and better visibility. On the other hand, downhill is suitable for open roots and thin metals.
The weak arc that makes vertical MIG possible is also the main disadvantage of the short-arc mode.
If the heat settings aren’t high enough, the wire will melt, but the base metal will not, so there will be no fusion between them. We call this lack of fusion (or overlap), a dangerous defect because it makes the joint weak.
Apart from the amperage settings, the following factors also increase the lack of fusion risk:
- Thick metals because they absorb heat at fast rates.
- A traveling speed that is too fast because the arc cannot provide enough heat.
- When the metals have coatings or dirt, for example, galvanization, mill scale, rust, grease, oil, etc.
The most common areas for lack of fusion are:
- The root.
- The bead’s sides (toes).
- Between the beads of multipass welds.
In severe cases, lack of fusion can affect the entire joint, resulting in a bead that will superficially stick to the metal. As a result, the joint can fail with the lowest load, even by hand. This is more common in downhill.
When to prefer uphill
To avoid the short-arc fusion problems, it’s always best to MIG weld uphill. When you push the torch upwards, gravity pulls down the puddle. As a result, the joint is exposed to the arc and melts faster for deeper penetration. You also have better visibility to observe how the puddle behaves.
Uphill is vital for metals that are 1/4″ (6.4 mm) or thicker. With perfectly clean metals, correct joint preparation and fit-up, and torch manipulation for deep penetration, you can get strong joints up to 3/8″. But not strong enough for critical welds.
While it’s not recommended, the slow speed of uphill welding combined with techniques for deep penetration can burn off thin coatings or their residues.
Finally, uphill offers great puddle control and is suitable to fill uneven gaps and other mismatches of irregular joints.
When to prefer downhill
When the metals are thin, for example, 1/8″ (3.2 mm) or thinner, it’s best to weld them downhill to avoid damaging them from overheating.
For multipass welds with open roots, it’s common to weld the root downhill to get a symmetrical bead without convexity.
Is it easier to MIG weld up or down?
It’s easier to MIG weld downhill because you don’t need to use complex techniques to fight against gravity. As gravity pulls the puddle down, you maintain a proper traveling speed and torch angle to keep the puddle behind the arc.
Vertical uphill settings
Now let’s see each one of the welding parameters for the vertical-up direction.
Uphill wire speed and voltage
All MIG machines come with a wire speed and voltage settings chart, but it shows the settings for the flat position.
For uphill, you select the settings for one or even two metal thicknesses less. You do the same thing if your machine has a synergic function (auto settings).
For MIG, the amperage is set with the wire speed for the wire diameter you use, for example:
- A .030″ wire with 200 ipm (inches per minute) gives 100A, but with 300 ipm 150A.
- A 0.35″ wire with 200 ipm gives 125A, but with 300 ipm 185A.
For the same metal thickness and joint design, you select a 10-15% lower amperage than the flat position. This way, the puddle freezes fast, and you don’t overheat the base metal.
If your work isn’t perfectly clean, you can increase the amperage by 5% to help burn the contaminants.
Keep in mind that for each wire diameter you choose, it’s best to set the wire speed in the first half of its amperage range to keep the puddle small and easy to freeze.
Depending on what you see and hear, you can set a higher or lower wire speed with a 5% step.
You additionally lower the voltage settings by 0.2-0.3V than the flat position to make the puddle less fluid.
Wire diameter
For a beginner, an ER70S-6 .030″ diameter wire will create a small enough puddle. This diameter is suitable for 120V MIG welders and welds uphill up to 1/4″ thick metals with solid results.
A .035″ wire would be more practical for thicker metals, but you need a 240V welder to get the necessary amperage and duty cycle.
The .035″ diameter is the maximum recommended for vertical-up. After that, the puddle becomes too large, and it’s hard to control.
Stickout
The correct stickout length is vital for the vertical position. If the stickout is a little shorter, the arc will blow through thin metals. If it’s longer, it will cause lack of fusion.
For short-arc welding with .030 and .035 wires, the maximum recommended stickout length is 3/8″ and the minimum is 1/4″, depending on the amperage you set.
If you weld thick metals uphill, it’s always best to use the shortest stickout possible (down to 1/4″). Only a step before it creates problems, for instance, too much spatter on the nozzle and the tip, or if you cannot easily see the arc.
With a short stickout, you can:
- Weld with the best penetration.
- Maintain a stable arc, reducing spatter.
- Have great puddle control to build the shelf.
- Prevent convex beads.
For example, if you use a .035″ wire with 190 ipm (115A) or lower, you can use a 1/4″ stickout for uphill. For the same wire, if you want to use a higher wire speed, you set a 3/8″ stickout.
Shielding gases
Short-arc uses the cheap and easy-to-find C25 (25% CO2 and 75% argon) and the C100 (100% CO2) shielding gases to protect the puddle.
The C25 gas has a somewhat colder effect on the puddle because of the argon content. This is why it’s best for thin sheet metal. For the same amperage, it can stabilize the puddle in the vertical position a bit better than C100 gas.
The settings mentioned in this article are for C25 gas. If you use C100, you need 1-2 volts more.
Inductance
If your machine has an inductance setting, it would be best to use a 20-30% lower setting than the flat position. This way, the puddle can freeze a bit faster and stay in place.
Torch traveling angle
When you weld uphill, you always push the MIG torch with a strict 5-10° angle below horizontal.
Traveling speed
The traveling speed for uphill is much slower than the flat position. As a rough estimation, an uphill weave bead is almost 3 times slower than a typical flat bead. (5ipm to 13ipm).
One easy indicator that you travel with the correct speed is always keeping the arc in the front 1/3 of the puddle.
Joint design
The joint design for uphill is similar to the flat position. But try to make joints with accurate fit-up to make things easier.
If you weld a butt joint and the metals are 3/16″ (4.8 mm) or thicker, make a single-V groove with 30-35° angles on each side.
Then leave a root gap 1/3 the metal thickness, but no more than 1/8″. Leave a root face (or land) half the root gap.
Now let’s see the basics of how to MIG weld vertical-up.
Uphill MIG welding basics
Welding uphill is hard because gravity pulls down the puddle, and you must ensure it stays in the desired place. When you weld uphill, you create a shelf of solidified weld metal to support the molten puddle as you travel up.
For uphill, you create a smaller puddle and use a slower traveling speed than the flat position to control it easier.
You create a small puddle by:
- Selecting a wire up to .035″ (0.9 mm) thick.
- Setting a lower amperage (wire speed for the wire diameter).
- Keeping a short stickout.
Fillet welds
For a single-pass fillet weld (3F), if the metals aren’t too thick, you can use a stringer (straight bead) with a tight side-to-side motion.
However, uphill stringers have fusion problems for thicker metals and tend to create beads that are too convex.
When you MIG weld, it’s best to manipulate the puddle. This way, you can point the arc into the joint’s root and the bead’s toes to avoid fusion issues.
The upside-down “V” offers the best root penetration, especially if the metals aren’t clean. It can fill small joints with one pass.
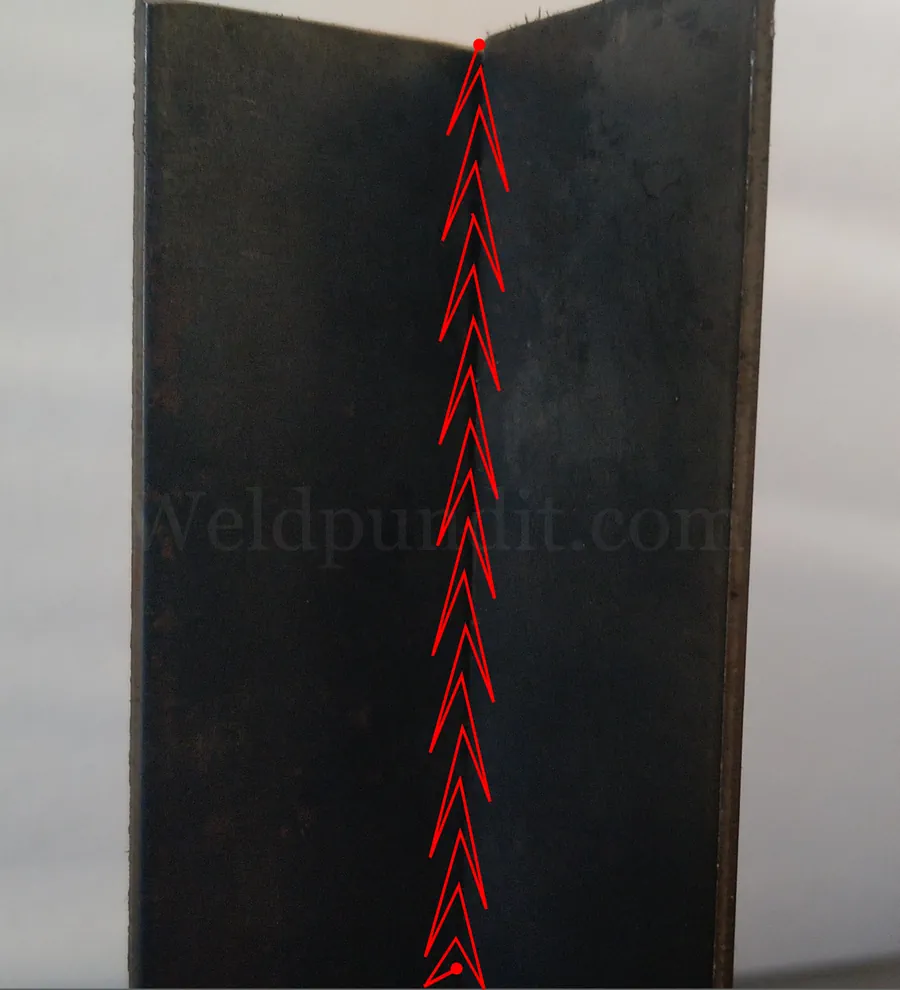
You can also use the triangle pattern, which also penetrates deep into the root. This pattern deposits more weld metal than the “V” and fills larger joints with one pass.
Open-root welds
For a single-pass open-root weld (3G), you can use a stringer without manipulation if it’s a tight joint. Or you can use a side-to-side motion to fuse larger root gaps.
If the puddle tends to overheat as you go up, you can use a wider side-to-side movement so that the metal can absorb more heat.
Uphill multi-pass welds
After the first pass, you clean the silica deposits and use wider weave beads to create a wide shelf. The shelf does an excellent job of supporting the puddle. Weaves are practical and quite popular for uphill.
Weave beads are slow but deposit a lot of weld metal. As a result, you only do a few passes, even for thick metals. They also create a symmetrical bead with a flat surface.
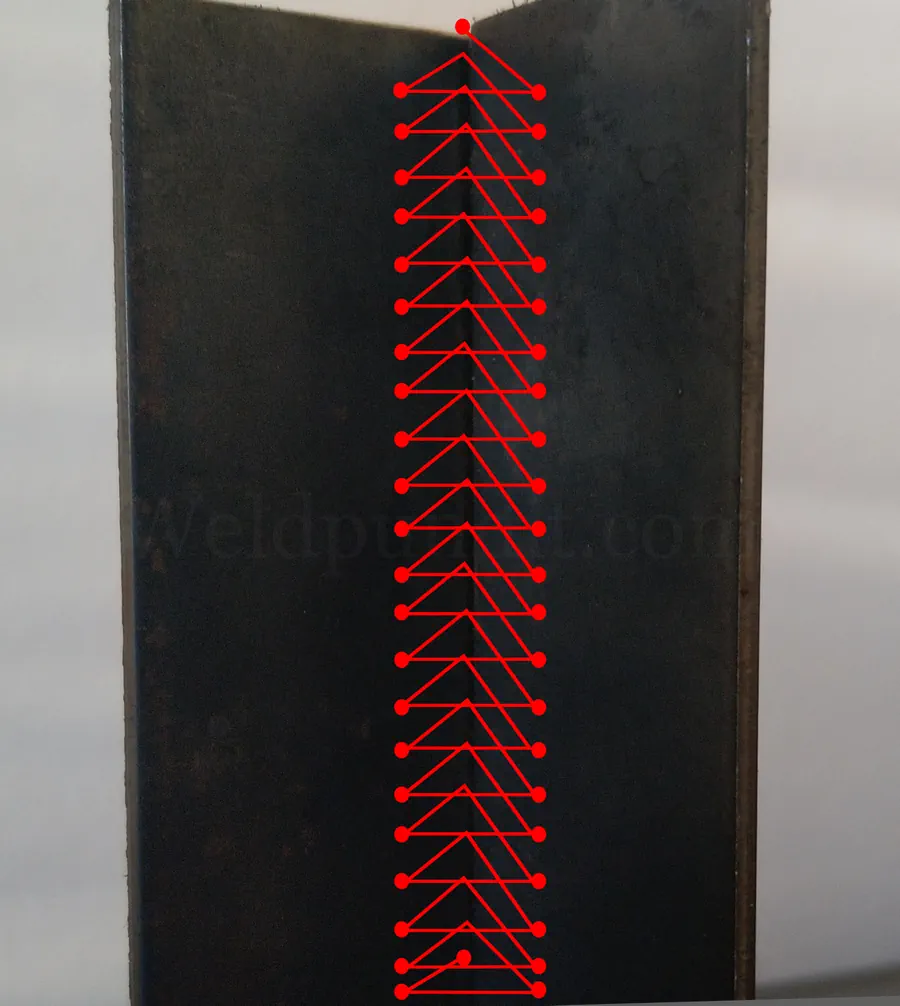
The most popular weave for MIG uphill is the “Z” weave, a variation of the “W” (zigzag) weave:
- You create the puddle over the edge (toe) of the previous bead.
- Move the puddle to the other toe in a straight line and pause for one second.
- Then move the puddle to the starting side in a diagonal line with a tight angle and pause again.
- Repeat steps 2 and 3 until you finish. You move fast between the toes to avoid a convex bead. The metal will flow on its own to cover the center.

When the arc points at one side, the other one freezes and creates a shelf that will support the puddle as you progress.
The brief pause at each side melts the base metal to avoid lack of fusion and fills it with enough weld metal to avoid undercut. An undercut is when the sides melt but don’t fill with weld metal.
The maximum “Z” weave width is 3/4″ to prevent high-temperature differences between the two sides.
As an example, to weld a 3/8″ thick metal uphill with an open root you need:
- 30° on each side.
- A 1/8″ root gap and a 1/16″ root face.
- A .035″ wire with a 1/4″ stickout.
- C25 shielding gas set at 25cfh.
- A 5° torch angle below horizontal.
- For the root pass, 160ipm and 17V for a stringer with a tight side-to-side motion.
- For the second pass, 210ipm and 18V for a Z weave.
- For the third pass, 200ipm and 17.7V for the last Z weave.
Here is a YouTube video showing the uphill techniques.
If you weld metals thicker than 1/4″ and your project has demanding service conditions, it’s best to switch to vertical stick welding with 7018 rods.
Vertical downhill settings
Now let’s see each one of the welding parameters for the vertical-down direction.
Downhill wire speed and voltage
For downhill MIG, you select a 15% higher amperage than the flat position. Depending on the wire diameter you use, try to use the higher half of the amperage range. This way, you melt the wire fast enough to keep up with the faster traveling speed.
Take a look at the welder’s settings chart, and select one metal thickness thicker. If your machine has auto settings, you do the same thing.
If the beads are concave, you can lower the voltage by steps of 0.2-0.3V to make them taller.
Wire diameter
You can use wires up to .045″ for downhill since you don’t go against gravity.
Stickout
The correct stickout length is also important for downhill. You can use the short stickout of uphill, but you can deposit metal faster if it’s slightly longer. The trade-off is a higher lack of fusion risk.
With .030 and .035 wires, you can set a 3/8″ stickout without lack of fusion problems. If you use a .045″ wire, you can set a stickout up to a 5/8″.
Torch traveling angle
When you weld downhill, you pull the MIG torch with a 15-20° angle below horizontal to push the puddle back.
Traveling speed
The downhill traveling speed must be fast enough to position the arc ahead of the puddle. As a rough estimation, it’s at least 20% faster than the flat position.
Joint design
If the metals are 3/16″ (4.8″ mm) or thicker, make single-V grooves with 30-35° angles.
Downhill open-root welds need wider root gaps (+50%) and thinner (or not at all) root faces than the uphill design to achieve good root penetration.
Furthermore, downhill open-root joints need a perfect fit-up because you cannot manipulate the puddle to fix them.
Now let’s see the basics of how to MIG weld vertical-down.
Downhill MIG welding basics
When you weld downhill, there is no shelf to control the puddle, so it runs downwards. To control it, you weld straight at a fast traveling speed to keep the puddle behind the arc.
The fast traveling speed inputs less heat into the metals, offering light penetration. This is ideal for preventing warping and blowing through thin metals.
Another advantage of downhill is that it creates better-looking beads.
If the metals are 1/8″ or thinner, you usually don’t make side-to-side motions. For thicker metals, it’s best to manipulate the puddle slightly.
The problem with downhill MIG is severe lack of fusion if:
- The joint is not cleaned down to shiny metal. Even residues can cause fusion problems.
- The workpiece is 1/4″ or thicker, even if you set high amperage settings.
- The traveling speed is too fast and points the arc ahead of the puddle.
Furthermore, open-root joints for downhill need a symmetrical fit-up and the correct joint gap and land. That’s because you cannot manipulate the puddle to fix a poor fit-up.
Fillet welds
For a single-pass fillet weld, pass a stringer with a tight side-to-side motion to control the traveling speed and create a flatter bead. Your speed must be fast enough to keep the puddle back.
Open-root welds
For a single-pass open-root weld, pass a stringer with a side-to-side motion wide enough to melt the sides without blowing through the center.
The traveling speed must be fast enough to keep the puddle behind the arc but slow enough to prevent shooting wire through the gap.
If the bead is too concave, you can decrease the voltage by 0.2-0.3V.
Multipass welds
For a thicker multipass weld with an open root, a downhill root pass is popular and practical. It’s easier and much faster than going uphill. The bead will have a flat surface that makes the next pass easier.
After the root pass, it’s best to weld Z beads uphill to fill the joint. Because the metals are thick, you need to increase the wire speed by 30ipm and the voltage by 1V.
This way, you will have better puddle control, avoid the lack of fusion issues, and fill the joint with a few additional passes.
As an example, to weld a 3/8″ thick metal downhill with an open root you need:
- 30° bevels on each side.
- A 5/32″ root gap without a root face.
- A .035″ wire with a 1/4″ stickout.
- A 15° torch angle below horizontal.
- For the root pass, 180ipm and 16.8V for a stringer with a side-to-side motion.
- For the second pass, 210ipm and 18V for a Z weave.
- For the final pass, 200ipm and 17.7V for a Z weave.
If you prefer to weld with a root face, you can make a 3/32″ root gap, but no more than a 1/16″ root face. Now for the root pass you need higher amperage. For a .035″ wire, set 240ipm and 19V.
The following video shows a downhill open-root weld on a square butt joint and another one on a single-V groove.
Tips for vertical MIG
Here are some helpful tips to make things easier and safer.
A secure working (or grounding) clamp connection is more important with a MIG welder than the other arc processes. If the clamp is connected to coated metal, the arc will be unstable and tend to pop. For this, select quality working clamps with copper-plated jaws and a strong grip. Always connect them to clean metal close to the joint.
If the puddle looks a bit large and feels hot, raise the torch slightly. The extended stickout will reduce the amperage and cool down the puddle. You can also increase the traveling speed. If you weld uphill, increasing the weaving length will also drop the heat.
Don’t travel too fast. If the arc doesn’t point on the leading edge of the puddle but on the cold metal, you will end up with popping, porosity, spatter, and lack of fusion.
MIG needs clean metal for deep root penetration and overall fusion. If the metals have mill scale or light rust, clean them at least 1/2″ away from the joint. If it’s galvanized, clean at least 1″.
Before starting, ensure that you position the work in relation to your body as comfortably as possible. Your hand must not be above your chest when you finish a weld. This will improve your stability and arc visibility.
You want to be as steady as possible to manipulate the puddle with precision. You can use your free hand to grab a nearby surface. Or make your own support using a vise-grip or tack weld a piece of metal nearby. Also, keep your working elbow close to your body.
MIG doesn’t produce much spatter, but for vertical welds, it’s best to wear long leather sleeves or a robust welding jacket, and a fire-resistant cap. Also, remove valuable equipment or cover it with welding blankets. Finally, ensure there are no flammable materials around to prevent a fire.
Before starting the arc, run a few dry runs to test your position.
If you see undercut, you can pause longer at the edges, travel slower, or lower the amperage.
If you leave a bead unfinished, before restarting, you must use an angle grinder and grind (feather) the bead’s ending point. This will make the fusion with the next bead symmetrical and without lack of fusion.
If you weld multiple beads uphill and the metals overheat, you can pause briefly between each pass to cool them down.
Conclusion
With a MIG welder, you can weld in the vertical position if you use the short-circuit mode.
You can weld uphill with excellent results up to 1/4″ thick metals. With the correct settings and joint preparation, you can go up to 3/8″. For beginners who work with thin metals, it’s best to weld them downhill.
For uphill, use a lower amperage than the flat position to create a small puddle that’s easy to control and avoid overheating the metals. Weave beads that build a wide shelf and deposit a lot of weld metal are popular for most jobs.
For downhill, use a higher amperage, to melt the wire fast enough for the fast traveling speeds you need to use. You don’t use weave beads but only stringers for the same reasons. When welding downhill, be mindful to avoid the lack of fusion defect.
Other important settings for vertical are a short stickout and the proper traveling angle.
| Vertical-up | Vertical-down | |
|---|---|---|
| Chart Settings | One or two thickness less | Same or one thickness up |
| Beads | Weaves | Stringers |
| Traveling angle | 5-10° | 15-20° |
| Traveling speed | Very slow | Fast |
| Metal deposition | High | Low |
| Bead shape | Convex | Concave |
| Common Problems | Fluid puddle, undercut | Lack of fusion |
Weldpundit articles
Can You Weld Galvanized Steel with a MIG Welder?