Stick Welding (SMAW) Guide For Beginners
Stick welding (or SMAW) is the first process many welders start with. It’s where I started a long time ago, and I still use it for many of my projects.
This article will describe how stick welding works in detail so that you may have a solid understanding of this popular and useful process.
Table of Contents
- What is stick welding (SMAW)?
- How does stick welding work?
- What are the parts of stick welding equipment?
- Stick welding electrodes
- Why is stick welding useful?
- Conclusion
What is stick welding (SMAW)?
Stick welding is a manual process that partially melts and joins metals of the same type. It uses an electric arc that runs between a flux-covered consumable electrode and the base metal. The arc sustains a plasma gas to release the necessary heat for the joining process.
Stick welding is the everyday term referring to Shielded Metal Arc Welding (SMAW), which is the official name of this process.
It is called “stick” because of the welding electrode’s (or rod) shape. Furthermore, many welders use this term because it is common for the rod to stick to the base metal.
It is also called Manual Metal Arc (MMA) welding and Flux Shielded Arc Welding (FSAW). Some old-timers refer to it simply as arc welding, but this term includes all arc-based welding processes.
How does stick welding work?
Stick welding is a fusion process. That means it only has to provide heat to melt and join the base metal (or workpiece). As a result, stick welding doesn’t require any additional pressure to work.
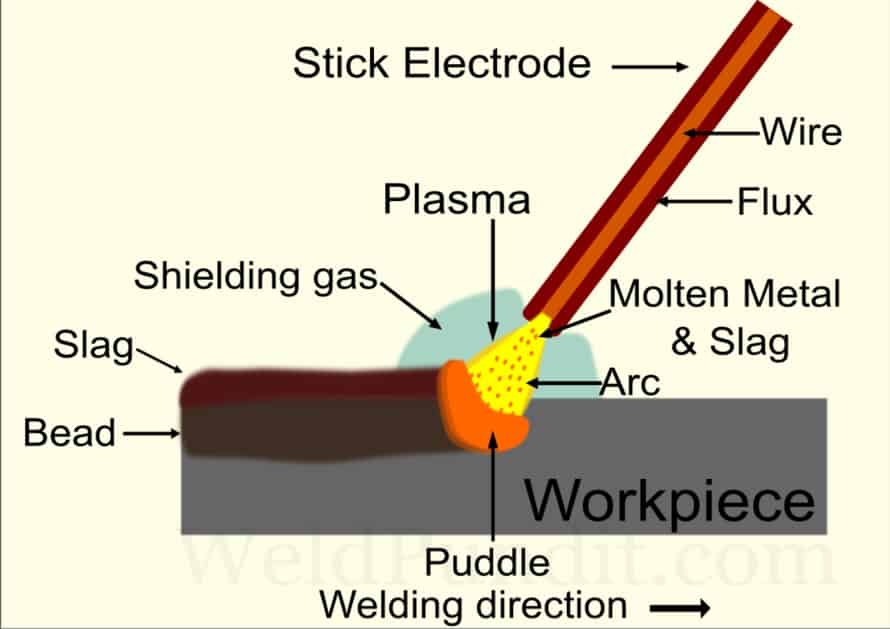
An electric arc is a continuous electrical discharge between the stick rod and the base metal through the air gap.
The arc forms by touching or scratching the rod’s tip on the base metal and immediately lifting it for a short distance, keeping it there. The current jumps from the DC- part of the circuit to the DC+.
When the arc starts, it raises the air temperature so high that it breaks down into electrons and ions.
The new gas is an excellent electrical conductor. As a result, the current can pass through the air gap and release the necessary heat to melt both the rod and the joint. The arc’s heat is 6500 °F (3600 °C) or higher.
Apart from conducting electricity, the rod’s wire acts simultaneously as the filler metal. It melts and transfers as tiny droplets through the arc at high speeds.
The electrode provides most of the material that fills the joint. The melted point on the workpiece is called a puddle or pool.
What is the role of the electrode’s flux covering?
The molten metal is so hot that it becomes highly reactive with air elements like oxygen and nitrogen. If they contact the molten metal, they form oxides and nitrides that will weaken the bead.
To prevent the weld metal’s oxidization, the electrode has a flux material around it. When the flux burns, it generates semi-inert shielding gases to isolate the arc and the molten metal from the air. Other chemicals in the flux improve the arc’s stability.
The flux also contains materials that act as deoxidizers. These stay in the molten metal as molten slag and capture impurities in the puddle.
When the bead starts to solidify, the slag raises to the surface and forms a hard covering. This covering continues to protect the hot bead from further oxidation.
The final welded joint has at least the same strength as the base metal.
What are the parts of stick welding equipment?
1. Welding power supply
The stick welding power supply provides electricity with specific amperage and voltage to start and maintain the arc.
There are single-phase 120V power supplies that theoretically can reach 140 amperes and single-phase 240V power supplies that reach 250 amperes.
For demanding work, there are heavy-duty three-phase 480V power supplies. They offer much higher amperage, for example, 600 amperes, and reliable, high-duty cycles for high productivity.
The duty cycle is a percentage that indicates how long the welding power supply can maintain the arc at a specific amperage before it shuts down for overheating protection.
A value of 35% at maximum amperage is enough for most jobs because the machine cools down every time you replace the rod.
All stick welding machines provide a steady current flow to the welding circuit, even if you don’t keep a steady arc length. For this, we call them constant current.
Arc length is the distance between the rod’s tip and the base metal. You want to keep it no more than the rod’s wire diameter.
Without constant current, even tiny changes in the arc length would greatly fluctuate the amperage. This would lead to significant heat fluctuations and poor results.
Current types
Stick welding power supplies can deliver both alternating current (AC) and direct current (DC). Nowadays, DC is more common.
AC reverses the polarity (direction) of the current at a steady rate of 50 or 60 hertz. DC always flows in one direction. With DC, you can choose between two polarities or directions (DC+ and DC-).
AC power supplies are simpler and cheaper, can weld when arc blow (a magnetic distortion) interferes with the arc’s correct path, and you can have longer leads than DC.
However, AC needs a higher Open Circuit Voltage (OCV) to start the arc, which gives a higher risk of electrical shock. OCV is the voltage between the stinger and the workpiece before the arc starts. An electric shock from AC is more dangerous than DC.
Furthermore, AC offers slightly worse results than DC, and some electrodes don’t burn with AC.
DC has many benefits over AC:
- DC is not as harmful if you get shocked.
- You have a smoother and more stable arc.
- It needs a lower OCV to start the arc.
- Lower OCV also lowers the risk of electric shock.
- It starts the arc easier.
- It reduces the risk of sticking the rod on the workpiece.
- With DC, it’s easier to learn how to weld.
- You can weld easier in the vertical and overhead positions.
- It creates fewer sparks and spatter.
- It offers better-looking beads.
- Finally, it is more suitable to weld sheet metal.
However, DC power supplies contain components to convert AC to DC. Unfortunately, this makes them more expensive to buy, repair and maintain.
DCEP or DCEN polarity?
Direct Current Electrode Positive (DCEP) or DC+ means the current flows from the working clamp to the workpiece. From there, it travels through the arc to the electrode and finally back to the power supply. It is also called reverse polarity (DCRP).
Most electrodes run on DC+ because it offers deeper penetration than DC- or AC.
Direct Current Electrode Negative (DCEN) or DC- means the current flows from the electrode to the arc and into the workpiece. From there, it goes to the working clamp and back to the power supply. It is also called straight polarity (DCSP).
DC- melts the electrode faster and offers higher metal deposition and productivity. In addition, the penetration is not deep, which is suitable for welding thin metal.
Transformer and inverter welding power supplies
The power supply’s main job is to take the current from the power line and convert it for welding usage. The technology used to do it divides them into transformers and inverters.
Transformer power supplies are the oldest type and use an old-tech, big step-down transformer to decrease the voltage and increase the amperage. AC “buzz boxes” are a typical example.
Transformer power supplies are reliable, simple, and easier to maintain and repair. They are also better for environments with moisture and dust.
But their simple technology doesn’t allow them to be very portable or offer any special features.
Inverter welding power supplies use high-tech semiconductor components to deliver the desired welding voltage and amperage.

Inverters are small and very portable. They offer a stable arc and better welding characteristics. They also waste less electricity when they convert it.
They also come with additional high-tech capabilities such as the hot-start, arc-force, and anti-stick, and voltage reduction devices (VRD).
However, inverters are more expensive to buy or repair. They are sensitive to knocks, power surges, moisture, and dust. Finally, most inverter welders can’t work with E6010 electrodes.
You can blow compressed air in the vent slots once per month to remove any dust and prolong their service life.
2. Electrode holder or stinger
The electrode holder (or stinger) is a clamp that holds the welding electrode at different angles. It conducts electricity into the electrode with DCEN or out of the electrode with DCEP.

Stingers are fully insulated and made from heat-resisting materials. This helps them to withstand the intense heat of the arc as the electrode shortens.
There are different stinger designs: the pincher shown in the image above, and the collet type.
There are several sizes to fit various electrode sizes, amperage ranges, and duty cycles.
A table with the maximum amperage a stinger needs for different rod sizes.
| Max amperage | Duty-cycle | size in inches | size in mm |
|---|---|---|---|
| 100 | 50 | 1/8 | 3.2 |
| 200 | 50 | 5/32 | 4 |
| 300 | 60 | 7/32 | 5.6 |
| 400 | 60 | 1/4 | 6.4 |
| 500 | 75 | 5/16 | 8 |
If the stinger overheats, it will be hard to hold it, but also it will interfere with the arc’s performance. The high heat will cause a voltage drop in the welding circuit that will result in arc instability.
3. Working clamp or ground clamp
The working clamp (or ground clamp) grips the workpiece or another metallic fixture connected to it and completes the electrical circuit. The working clamp conducts electricity into the workpiece with DCEP or out of the workpiece with DCEN.

According to the current they have to support, there are different sizes, from lightweight to heavyweight.
Lightweight clamps use a spring to grab the workpiece. Heavy-duty clamps use a screw to secure better onto the workpiece without overheating or sparking issues.
Working clamps have a limitation in the thickness they can grip. For cases of extreme thickness, there are magnetic equivalents that can stick to the workpiece.
4. Welding leads
Welding leads are the two cables that conduct the current from the power supply to the electrode holder and the working clamp.
Their core contains numerous copper wires woven into one. The outside is a thick non-conductive cover of rubber for electrical protection. The cover is also abrasion and heat-resistant.
Despite the leads’ secure design, you must check the leads for damage that might expose the internal wire. The leads are heat-resistant, but a fresh welded joint is so hot that it will melt them. This is a frequent mistake when welding.
As with the stinger and working clamp, there is a proper lead diameter size. Again, this depends on the amperage they have to support, their length, and the power supply’s duty cycle.
If the leads are too curved or coiled, they can overheat and melt or even catch fire. For this reason, you must always spread the leads.
5. Other equipment for stick welding

A chipping hammer is necessary with stick welding because the rod’s flux material creates slag on the bead. You need to remove it before inspecting, passing another bead, or painting the final weld.

Before welding, a wire hand brush helps you clean the joint from dry mill scale, light rust, and dirt. You also use it to clean the bead from chipped slag before additional passes.
Stick welding electrodes
Stick welding electrodes are solid, round metal rods with a flux material covering. They are consumable and act as both electrodes and filler metal.

Each electrode’s wire and flux composition will result in weld metal that is identical or very close to the metals it will weld.
Each electrode supports a specific amperage range and current type.
The most common electrodes (or rods) weld mild steel, low-alloy steel, hardened steel, cast iron, and stainless steel. Furthermore, there are rods for aluminum, nickel, and copper alloys.
The most common electrode diameters, range from 3/32″ (2.4 mm) to 3/16″ (4.8 mm) with increments of 1/32″ (0.8 mm). Their lengths range from 12″ (30 cm) to 18″ (45 cm).
The complex flux material that covers the wire is responsible for the following:
- It creates shielding gases such as carbon dioxide (CO2) to protect the arc, the electrode tip, and the puddle from the atmosphere.
- Chemicals in the flux create slag that reacts with impurities in the puddle and traps them. After that, the slag rises to the surface and solidifies.
- The slag on the bead keeps protecting it from the air until the temperature drops.
- The flux contains chemicals that provide better arc stability.
- Some flux coatings also contain additional iron for higher productivity or alloying elements to control the bead’s composition.
AWS classifications
The American Welding Society (AWS) established a system to classify stick electrodes. Each electrode has a designation printed on it, for example, E7018-1.
The prefix letter E means it is a welding electrode and not a simple filler metal.
The first two or three digits refer to the tensile strength of the filler metal. The tensile force is the force a material can withstand when pulled apart before it breaks. It is measured in pounds per square inch (psi).
For example, an E60XX electrode can withstand at least 60,000 psi, and an E100XX can withstand at least 100,000psi.
The last two digits depend on the chemical composition of the flux material.
The second to last refers to the welding positions you can use the electrode.
- EXX1X is for all welding positions: flat, horizontal, vertical, and overhead.
- EXX2X is for the flat position and horizontal fillet welds.
The last digit ranges from 0 to 8 and says a lot about the flux composition, the rod’s penetration, the hydrogen content, and the current type it supports.
| Designation | Flux material | Current Type | Penetration |
|---|---|---|---|
| EXX10 | Cellulose-Sodium | DCEP | DEEP |
| EXX11 | Cellulose-Potassium | AC & DCEP | DEEP |
| EXX12 | Rutile-Sodium | AC & DCEN | MEDIUM |
| EXX13 | Rutile-Potassium | AC & DC | LIGHT |
| EXX14 | Rutile-Iron powder | AC & DC | LIGHT |
| EXX15 | Low Hydrogen-Sodium | DCEP | MEDIUM |
| EXX16 | Low Hydrogen-Potassium | AC & DCEP | MEDIUM |
| EXX18 | Low Hydrogen-Iron powder | AC & DCEP | MEDIUM |
| EXX24 | Rutile-High iron powder | AC & DC | LIGHT |
| EXX28 | Low Hydrogen-High iron powder | AC & DCEP | MEDIUM |
Now let’s see the most common stick electrodes.
E6010 and E6011
E6010 and E6011 electrodes have a flux that contains a high amount of cellulose, which is organic matter from plants.
Cellulose creates a powerful arc with the deepest penetration. The weld metal of these rods solidifies very fast, and that makes them true all-position electrodes.
Because of this, these rods are suitable for heavy-duty work. For example, when welding open-root pipe joints. And they are the best rods to weld on dirty workpieces.
E6010 and E6011 rods create a bead that is coarse and flat. The slag they leave on the bead needs a good brushing to go away.
E6013
E6013 electrodes have a high amount of rutile mineral in their flux. This mineral creates an arc that is smooth and easy to start and maintain.
These rods are general-purpose electrodes and are the most comfortable rods to start welding. They give a good-looking bead with a slag that is easy to take off. In addition, the soft arc gives light penetration, making E6013 rods suitable for welding sheet metal.
E6013 rods don’t offer the best visibility of the puddle. In addition, sizes thicker than 1/8″ are not suitable for vertical down welding. Finally, they need a clean joint to work well.
E7018
E7018 electrodes have a flux covering containing a high amount of calcium fluoride mineral, which is basic (alkaline) in nature and has low-hydrogen characteristics. As a result, their arc has a medium penetration.
The E7018 flux produces strong weld metal because its composition cleans the puddle from impurities that other fluxes cannot.
Furthermore, the E7018 coating has a very low hydrogen content. That’s because hydrogen must not stay in welds of hardenable steel. If it does and the weld suffers from excessive stress, hydrogen can cause cold cracking.
To keep their low-hydrogen characteristics, you must use E7018 rods within 4 or 9 hours after taking them out of their box, depending on their moisture resistance.
For more extended periods, you must store them in welding ovens. If they absorb hydrogen from the air, you must recondition them with these ovens.
If you use E7018 rods for noncritical work, for example, if you weld low-carbon steel and create simple fabrications, you don’t need the low-hydrogen characteristics.
E7018 rods give a decent-looking bead with an easy-to-remove, thick slag. In addition, they offer excellent puddle visibility.
But these rods need a very clean joint, and it’s harder to start the arc than other rods.
Here is a more detailed Weldpundit article about stick welding electrodes.
Why is stick welding useful?
Although stick welding has been around for decades, and many other arc processes are coming forth to take a piece of the pie, a lot of welding is still done with it.
Stick welding is proven over time for critical work, such as constructing buildings, bridges, ships, pipes, and the maintenance or repair of various heavy-duty equipment.
The simple design of stick welding makes it portable, reliable, and affordable. That makes welding accessible for home improvement and maintenance and hobbyists who enjoy making metal art.
Pros
Everything about stick welding is simple: the power supply, the stinger, and the consumable electrode.
- SMAW is the most affordable welding process to buy, maintain, and use.
- All the parts are very reliable but also cheaper to fix or replace.
- The small size and weight of the power supply make it portable and able to fit in confined spaces.
- The long electrode can access hard-to-reach areas and complicated joints.
- The flux material includes the shielding gases, and there is no need for external gas cylinders, hoses, etc.
- SMAW has the widest variety of electrodes for many ferrous and nonferrous metals.
- Most rods allow all-position welding.
- SMAW works well outdoors. The internally expanding shielding gases protect the arc from windy conditions.
- It’s very versatile. Apart from welding, you can cut, gouge, or hardface damaged parts with the help of special electrodes.
- By nature, SMAW creates beads with deep penetration and overall fusion.
- The manual handling of the electrode offers excellent puddle control.
- You have good puddle visibility because you drag the electrode.
- With multiple passes, SMAW has no upper metal thickness limit.
An indirect advantage is that you will start with a challenging process. If you want to progress in welding, this is good. You will force yourself to pay attention to the puddle, the arc’s sound, and your hand movements and acquire some strong manual skills.
Cons
Unfortunately, stick welding has many disadvantages:
- Arc time – and thus productivity – is low. That’s due to the rod’s manual replacement and the time spent to chip and clean the slag after each pass.
- SMAW requires many hours of concentrated practice to get sound results.
- The rod generates high amounts of fumes and gases.
- The arc is somewhat unstable and creates a lot of sparks and spatter.
- You cannot weld sheet metal and get a pretty bead or high productivity. It’s easy to burn through or warp it.
- The bead doesn’t look good compared to other processes.
- With the wrong technique, you will trap a part of the slag in the bead. This defect is called slag inclusions. It weakens the joint and makes it look very ugly.
Conclusion
Stick welding (SMAW) is still the most popular arc welding process worldwide and is not going away. It is irreplaceable in many scenarios, from home improvement and maintenance to industrial projects.
It is simple yet reliable, affordable, portable, and versatile with numerous rod types. But it requires hours of practice to be good at it.
In a nutshell:
- A stick welding circuit consists of the power supply, the leads, the working clamp, the stinger, the electrode, and the workpiece.
- The arc is struck manually between the electrode and the workpiece.
- The heat of the arc’s plasma melts both the electrode and the workpiece.
- The flux releases shielding gases to protect the molten metals.
- Molten metal is transferred through the arc to the puddle and fills the joint as the rod is consumed.
More Weldpundit articles
Is Stick Welding Easy or Hard To Learn?
Comparison Between Stick and Flux-Cored-S Welding Processes.