Stick Welding Electrode Selection for Beginners: Type, Size, and Amperage
Stick welding electrode selection can be troublesome for beginners and home welders. You need to consider many parameters to choose the correct electrode and current type, but also the correct size.
This guide will help you understand the basics of stick electrode selection. Plus a chart with rod size and amperage per metal thickness.
Most of the article is about low-carbon steel electrodes (or rods) and metals since they are the most popular.
Table of Contents
- Stick welding electrodes overview
- What to consider before selecting a stick welding rod type?
- What are the most common stick rods for home welding?
- How to choose the correct stick welding rod size?
- How to select amperage for a stick welding rod?
- In a nutshell

Stick welding electrodes overview
In a nutshell, electrodes for low-carbon and low-alloy steels have a designation that indicates:
- The tensile strength (Wikipedia) which is the pulling force the metal can withstand before breaking.
- The welding positions: flat, horizontal, vertical (up or down), and overhead.
- The flux type that covers the rod:
- Cellulosic. Suitable for open-root joints and dirty metals. For example, E6010 and E6011.
- Rutile. Easy to use and suitable for thin metals. For example, E6012, E6013, E7014, and E7024.
- Basic or low-hydrogen. For heavy-duty work. For example, E7016, E7018, and E7028.
- If the designation has a suffix, it provides information about additional alloying elements and/or the rod’s hydrogen content.
As an example, let’s see the designation of the low-hydrogen E7018-1 rod:
- 70 indicates that the rod has a minimum tensile strength of 70,000 psi.
- 1 that it welds in all positions.
- 8 that it has a basic (or alkaline) flux covering with added iron powder and a low-hydrogen content.
- -1 that it has higher amounts of manganese than a normal E7018.
The rod designations of other metals such as stainless steel or cast iron indicate their chemical composition.
There is already a Weldpundit article about stick welding electrodes to familiarize yourself with them. And another one about stick rod designations that covers stainless, cast iron, nickel, and other rods.
What to consider before selecting a stick welding rod type?
You consider many factors when selecting the best rod for the job at hand. Some factors are easy to figure out, such as the welding position. However, some others are not, for instance, identifying the metal type.
Let’s start with the experience you have and any restrictions on your stick welder.
1. Your welding experience
If you are new to stick welding (SMAW), it is more helpful to use rutile rods, for example, E6013 and E7014, for your first practice welds and your first welding projects. These rods forgive many mistakes compared to other rods.
When you become more confident, you can weld with cellulosic rods, for example, E6011, and low-hydrogen rods, for example, E7018. These are harder to weld with but more rewarding.
2. The type of current your welder outputs
Most stick welders output alternating current (AC) or direct current (DC). Some welders may provide both. According to that, you may have restrictions on the rods you can use.
If you have a welder that outputs AC, you can use the most popular low-carbon rods, except E6010.
If you have a modern inverter DC power supply, you may still not be able to use E6010 rods. Older DC welders that are bigger and heavier may burn E6010s without problems.
Some popular rods for stainless steel, aluminum, cast iron, or hard-facing work only with DC.
DC will always give you better results than AC. Except if you weld magnetized metals.
3. How much open-circuit voltage (OCV) your welder can output
OCV is the voltage between the rod and the working clamp (or ground clamp) before the arc starts. Check the welder’s backside or the manual to see how much OCV it offers.
Affordable welders output no more than 50V. This voltage is low, and you can use only rutile rods. If the OCV is more than 70V, you can burn basic and cellulosic rods.
Furthermore, most rods for stainless steel, cast iron, etc., need a high OCV to work.
4. The amperage range your welder can output
Another consideration when selecting rods is your welder’s amperage output, which must be able to cover the rod’s amperage range.
The rod’s amperage range depends not only on the rod’s diameter but also on the flux type.
For example, with a welder that outputs 50-200 amps, you cannot use a 1/16″ (1.6mm) E6013 rod that has a range of 20-40 amps. Neither a 3/16″ (4.8 mm) E7018 rod that has a range of 200-275 amps.
5. What kind of metal you want to weld
The kind of metal you will weld is the most important thing to consider when selecting your rod. If you do not know with what metal you are dealing with, here is an in-depth article on metal identification.
Identifying the metal is not easy if you are a beginner. If you get it wrong and use the wrong rod, you will get many defects and a weld that may break in the future.
If you are having doubts, you should seek the help of an experienced welder, another metal worker, or a supplier for identification.
However, if you need to weld unfamiliar metals, there are rods for this job. I will mention them later in the article.
The most common metals you can stick weld are:
- Low-carbon steel (or mild steel). This metal is by far the most common, affordable, and weldable steel. To select a rod for mild steel, you need to match the tensile strength that it has. You can use all the common low-carbon rods, for example, E6011, E6013, and E7014. But you can also use common low-hydrogen rods, for example, E7018.
- Stainless steel. When selecting a rod for stainless steel, you do it according to the chemical composition it has. Tensile strength is secondary and is not in the rod’s designation. The most common one is the E308.
- Carbon steel with a carbon content higher than 0.40%. Here you select the rod by tensile strength, but you use only dry low-hydrogen rods. If you use common rods or exposed to moisture low-hydrogen rods, the trapped hydrogen will crack the weld if the joint takes enough stress.
- Low-alloy steels. These metals are low-carbon steels with additional alloying elements. Here, you match the metal’s tensile strength and the service conditions. Their rods are low-hydrogen with matching alloying elements in their flux material. For example, the E7018-A1 that has added molybdenum for high heat resistance.
- Cast iron. Things get complicated with cast iron because you must identify each type correctly and consider its service conditions. Often you weld cast iron with rods with a completely different wire core. For example, the ENi-CI rod that has a nickel wire.
- Aluminum. This metal is tough to stick weld, even for very experienced welders. If you want to get a rod for aluminum, it must match the series of the workpiece. The most common one is the E4043.
6. The tensile strength of the metal
When choosing rods for carbon steel, the most important thing to get right is to match the metal’s tensile strength. The first two (or sometimes three) numbers of their rod designation mention their tensile strength.
The most common metals are mild steel with tensile strength of around 60,000psi (or 60ksi) depending on their grade.
Most rods mention that they have a minimum 60ksi tensile strength. In reality, they have at least 10% more. As a result, they can cover most mild steel grades, so you don’t have to worry about it.
Keep in mind that a few mild steel grades may have a high tensile strength that E60XX rods cannot cover. This is not unusual for cold-rolled mild steel. For these metals, you select rods with 70ksi tensile strength (in reality, around 80ksi).
7. The purpose of the weldment
If you want to weld home improvements that will hold static weights, for example, welding carts, tables, or shelves, then rutile rods are more than enough. Even if the metals are thick and heavy.
If the weldment serves more challenging conditions. For example, if it’s exposed to cold temperatures or high impacts, you need low-hydrogen rods to weld it.
The weld metal of low-hydrogen rods offers greater mechanical properties, for instance, ductility. Ductile weld metal can stretch longer without losing strength or breaking.
Special service conditions
If the weldment serves very harsh conditions, you need a low-hydrogen rod with the alloying elements to match these conditions.
For example, you want to weld equipment exposed to very low temperatures, for instance, outdoors at -40 °F (-40 °C). A low-hydrogen E7018-1 rod deposits weld metal suitable to endure these conditions.
If you use cellulosic or, even worse, rutile rods, the weld metal will become brittle and break if it takes impact.
8. The welding position
If you want to weld in the vertical or overhead positions, you need a rod with a “1” in the designation, for example, E7018.
Most common stick rods weld in all positions, but most are not suitable for vertical down, even if they indicate all position welding.
All the basic rods are not suitable to weld vertical down. 1/8″ and thinner rutile rods can weld vertical down, but thicker ones cannot. To be certain, check their packaging if they allow vertical down.
If the rod designation has a “2”, for example, E7024, you can weld in the flat position. You can use these rods for fillet welds (2F) in the horizontal position but not for groove welds (2G).
If you want true all-position rods capable of vertical down, choose cellulosic rods.
9. The surface condition of the workpiece
If the workpiece (or base metal) has coatings, for instance, galvanized steel, mill scale, paint, rust, or other forms of dirt, you should remove it.
However, if you must weld metals without cleaning them, you want to use rods with the strongest arc. Cellulosic rods create by far the strongest arc. These rods can burn coatings and penetrate corroded metal with efficiency.
Rutile or even more basic rods have trouble with coated or dirty surfaces and require clean metal to work well.
10. The thickness of the workpiece
Rutile rods are more suitable for thin metals, for example, less than 1/8″ (3.2 mm), because they create a soft arc that doesn’t penetrate deep. This way, you prevent blowing through the metal.
Low-carbon steel that is thicker than 0.75″ (19 mm) is no longer low-carbon steel. You should use dry low-hydrogen rods to weld it.
11. The fit-up of the joint
If you weld joints with a tight fit-up, for instance, square joints without a root gap or beveling, cellulosic rods are more suitable. These rods offer 60-70% deeper penetration than rutile or basic rods.
Use rutile rods if the joint has a large or irregular gap. Instead of burning through the metal, their soft arc will close the gap.
You can use basic rods if the workpiece is large and heavy with a complicated or restricted joint. Basic rods create ductile welds that can withstand a lot of stress.
12. The expected distortion
Welding inputs a lot of heat and causes distortion resulting in a warped workpiece. When you weld thin metals, for example, sheet metal, warping is very hard to avoid.
For these situations, it would be best to use rutile rods because they create a smoother arc with less heat input.
Rutile rods can also work with DC-. This current polarity will focus the heat on the rod and not on the workpiece.
13. The appearance of the weld
If the appearance of the weld is important, here are the low-carbon rods from best to worse:
- Fast-fill rods, for example, E7024 and E7028. These rods create a very thick slag covering that prevents the fast cooling of the molten metal. This flattens the bead. Furthermore, their slag is easy to remove without much effort.
- Fill-freeze rods, for example, E7018, E7014, and E6013. Their slag covering is thick enough to offer a good-looking bead and is easy to remove without much effort.
- Fast-freeze rods, for example, E6010 and E6011. These rods create a skinny slag, and the molten metal freezes before it gets a smooth surface. Furthermore, the slag doesn’t come off without the repeated use of a chipping hammer, which will worsen the bead’s appearance.
14. Productivity and number of weld passes
Stick welding is a slow process. If you have a lot of work to do, rods with added iron powder in their flux can speed things up. For example, instead of an E6013, you can pick an E7014 or, even better, an E7024.
If you want to do a multipass weld, cellulosic rods can slow you down. They produce slag that is not easy to remove and requires a lot of cleaning between the passes. Furthermore, they do not have high amounts of iron powder in their flux.
For these welds, it’s best to use cellulosic rods only for the root pass. After that, use other rods with high levels of iron powder to fill the joint.
15. The cost of welding
You should always pick a rod that covers the project’s demands while it’s the most cost and time efficient.
For example, if you use mild steel to make a simple fabrication, you can use a simple E6013 instead of a low-hydrogen E7018. Yes, an E7018 is stronger, but the additional strength is wasted for this kind of work, it costs a bit more, and it will be troublesome for a beginner to start and restart the arc.
Another example is to use an E316 rod to weld a 304 stainless steel workpiece. A 316 rod offers superior corrosion resistance that is wasted on a 304 workpiece. A 308 rod is more than enough, easier to find, and a bit cheaper.
Also, rods with thin 1/16″ and 5/64″ diameters are more expensive than common diameter rods.
Fast-fill rods such as the E7024 offer high productivity and can save you a lot of time if you have a lot of work to do on thicker metals.
What are the most common stick rods for home welding?
The most common stick welding rods are the E6011, E6013, E7024, and E7018. These rods can cover all the needs of a home welder for mild steel.
Now let’s see the basic usage of these rods for beginners and home welders.
E6011 for deep penetration and dirty metals
An E6011 stick rod is used for welding low-carbon steels that require an arc with deep penetration, when the metal is not clean, and when the weld metal must freeze rapidly.
An E6011 rod is a common choice among home and farm welders and is ideal for the following:
- Open root joints.
- Joints with tight fit-up.
- Vertical-down position.
- Dirty metals.
- Fast and reliable maintenance of outdoor equipment.
However, a strong arc makes an E6011 harder to use for beginners. Also, fast-freezing weld metal doesn’t offer good-looking beads.
There is also the E6010 rod that is similar but better than an E6011. However, as mentioned, most home welding machines cannot work with it.
E6013 for the most common fabrications
An E6013 stick rod is used to weld low-carbon steels for noncritical work with very satisfactory results. An E6013 is ideal for welding a great variety of home improvements.
E6013 rods are popular because:
- They are very easy to use.
- Easy to find.
- All welding machines can burn them because they need low OCV to work.
- They support both DC and AC.
- Can weld very thin metal.
- They produce good-looking beads.
- They are easy to store, just protect them from excessive moisture.
However, E6013 rods don’t offer good puddle visibility. They are also prone to slag inclusions, which are slag trapped in the weld metal.
E7024 for faster work on large joints
An E7024 rod is used for depositing a lot of weld metal to thick low-carbon steel in the flat position. Their high metal deposition saves a lot of time.
The E7024 is a rutile rod similar to the E6013 and the E7014, but it has more iron powder in the flux. At least 50% of the flux is iron powder.
The added iron makes the E7024 a fast-fill rod and can deposit a lot of weld metal in the joint. Also, it offers the best-looking beads and is easy to use.
However, you cannot use this rod for vertical, overhead, or horizontal butt welds. Also, it is not suitable for thin metal, for example, thinner than 3/16″ (4.8mm).
Finally, you need a machine that can output high amperage to work with E7024 rods.
E7018 for hard-to-weld metals and joints
An E7018 stick rod is used for welding low-carbon, low-alloy, and some hard-to-weld steels. An E7018 also welds joints that must endure mechanical stress that other rod types cannot withstand.
E7018 rods are basic (or low-hydrogen) rods and can handle heavy-duty work:
- Steel with higher carbon content than mild steel.
- Simple low-alloy steels. Except if their alloy content or service conditions require a more suitable rod.
- Low-quality steel with high levels of sulfur.
- Weldments that endure continuous or high impacts.
- Welds that must withstand impact at very low temperatures.
- Big joints with a complex design or highly restricted joints that may crack if you weld them with the other less ductile rods.
The basic flux of an E7018 rod protects the weld metal from nonmetallic inclusions caused by oxygen. These inclusions make the weld metal weaker. The basic flux also fights impurities of low-quality steel such as sulfur that can lead to hot cracking.
The resulting weld metal has high ductility that can endure intense residual stresses, high impacts, cold temperatures, and so on.
Low-hydrogen stick welding
The unique advantage of E7018 is that it contains low levels of hydrogen. Hydrogen inside the heat-affected zone (HAZ) of hardened steel can cause cracking if it takes heavy stress. HAZ is the discolored area next to the bead.
Low-carbon steel cannot get hard enough to experience hydrogen cracking, except if it is thicker than 0.75″ (19mm). All other carbon steels with higher amounts of carbon or alloying elements can get hard when welded and need low-hydrogen rods.
Low-hydrogen welding is a strict process. You must use the low-hydrogen rods within 4 hours from the moment you open the package. After that, you must redry them with special rod ovens. These ovens are very expensive.
For low-hydrogen welding, you also need correct pre- and post-heating of the base metal, perfect technique, and so on. In a few words, low-hydrogen welding is professional work.
You can use E7018 rods at home for stronger general-purpose welds, but not for low-hydrogen critical work. Critical work is when the joint breaks and the results are injuries and heavy equipment damage, for example, repairing trailers and structural projects.
Popular stick welding electrodes comparison table
Here is a comparison table of the most well-known rods for mild steel to get a quick overview.
| E6011 | E6013 | E7014 | E7024 | E7018 | |
|---|---|---|---|---|---|
| Power supply compatibility | 5 | 10 | 9 | 7 | 4 |
| Beginner friendly | 6 | 10 | 10 | 10 | 7 |
| Penetration | 10 | 5 | 6 | 5 | 7 |
| All position | 10 | 7 | 7 | – | 8 |
| Dirty metals | 9 | 4 | 5 | 4 | 3 |
| Sheet metal | 7 | 10 | 8 | – | 3 |
| Thin metal | 7 | 9 | 8 | 6 | 4 |
| Thick metal | 8 | 6 | 7 | 8 | 10 |
| Hard-to-weld metals | 5 | 3 | 3 | 4 | 10 |
| Appearance | 4 | 8 | 9 | 10 | 8 |
| Deposition rate | 4 | 5 | 6 | 10 | 6 |
| High fumes | 9 | 5 | 6 | 6 | 7 |
| Easy Storage | 9 | 7 | 7 | 7 | 2 |
How to choose the correct stick welding rod size?
After you select the correct rod type, you choose the correct size.
The correct stick rod size is the largest one that fits in the joint so that you can have the proper root penetration and overall joint fusion combined with high metal deposition. With the largest possible size, you weld fast while avoiding putting too much heat in the joint.
If the rod size is too small, it may not offer deep root penetration and fusion with the base metal. Also, slag inclusions are more frequent with rods that are too thin for the job.
You will have to weld additional passes to fill the joint. Aside from wasting time to do this, multiple beads input too much heat in the joint, resulting in warping. It would be best if you wait between each pass so that the heat drops.
If the rod is too thick for the joint, the arc will not reach the root. Instead, it will jump to the closest metal. As a result, root penetration is reduced or even nonexistent. Also, there could be slag inclusions under the bead.
The total thickness of the rod and the wire diameter
The rod diameter is the wire diameter and does not include the flux covering. The flux thickness depends on the slag amount that the flux generates and the added iron powder.
Different rod types can have the same wire diameter but different total thicknesses.

Fast-fill rods have a large flux-to-wire diameter ratio, the fill-freeze rods are average, and finally, the fast-freeze rods have a skinny flux compared to the wire.
For example, a 1/8″ E7014 rod is thicker than a 1/8″ E6013 and much thicker than a 1/8″ E6010. But it is thinner than a 1/8″ E7024 rod. Each one will fit differently in the same joint.
Base metal thickness
As a general rule, for one-side single-pass butt welds, up to 3/16″ metal thickness, you choose a rod that is a step thinner than the base metal. For example, if the base metal is 1/8″, you select a 3/32″ rod.
However, the general rule is flexible. You can select a rod that is about half as thick as the base metal with good results. If the rod is thinner than that, you can weld, but the metal deposition rate is low.
You can pick a rod with the same thickness as the base metal, but use it with caution. The heat that goes into the joint can blow through the metal and cause excessive warping.
The wrong thing to do, as a beginner, is to select a rod that is thicker than the base metal. In this situation, the heat that goes into the joint is too much, making welding impossible.
The exception to this is when you want to weld very thin metals, for example, 17 gauge sheet metal (1.4 mm) while the thinnest rod is 1/16″ (1.6 mm). But stick welding very thin metals is tough and needs a lot of experience while giving poor results.
Experienced welders can use thicker rods on thinner metals, which is helpful since thin rod diameters are becoming harder to find and more expensive.
If the base metal is thicker than 3/16″ and to achieve full penetration with one-side welding, it will help to bevel the joint, for example, creating a single V butt joint. Then, you weld the joint using common-sized rods. An example follows later.
Welding position
The welding position is also important when selecting the rod size.
When welding in the vertical or overhead position, you select a smaller rod size than the flat position. For vertical-down, you pick the same or sometimes even a thicker rod size than the flat position.
Smaller rods will create a smaller puddle that is easier to control.
Examples of stick rod size selection
Here are two examples of rod size selection for butt welds. The wire sizes are for E7018 rods. Remember that the total thickness with the flux coating varies. An E6013 is thinner than an E7018, and an E6011 is much thinner.
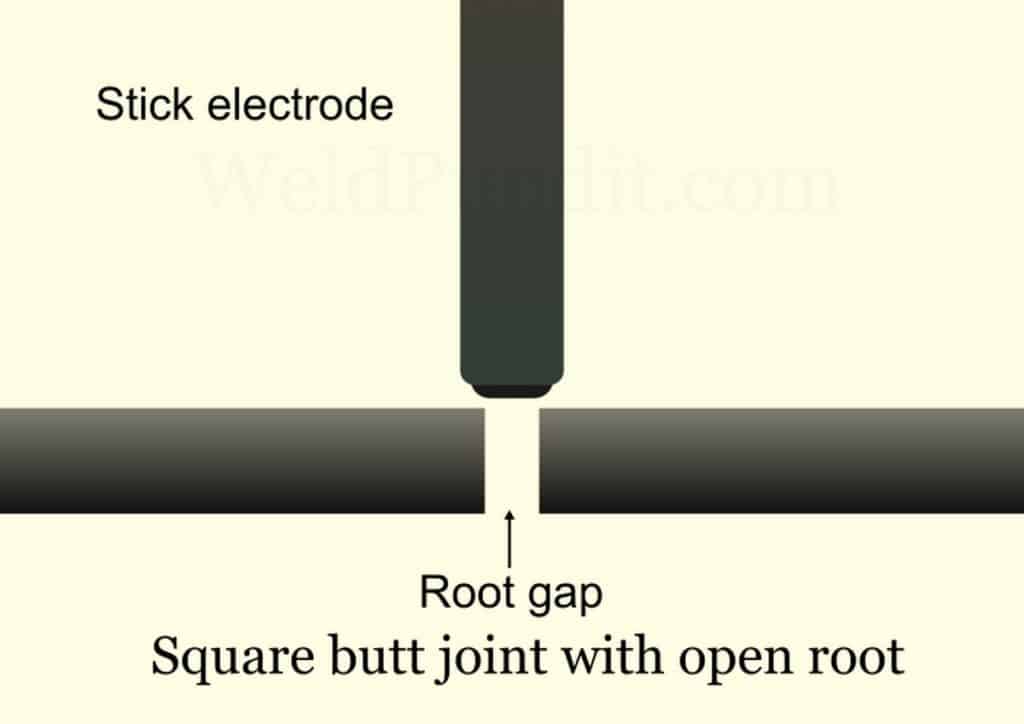
Let’s say that you want to weld a square butt joint in the flat position. The base metal is 1/8″ (3.2 mm) thick. You can leave a root gap that is half the metal’s thickness 1/16″ (1.6 mm) but no more than that. Then you use a 3/32″ (2.4 mm) rod to weld.
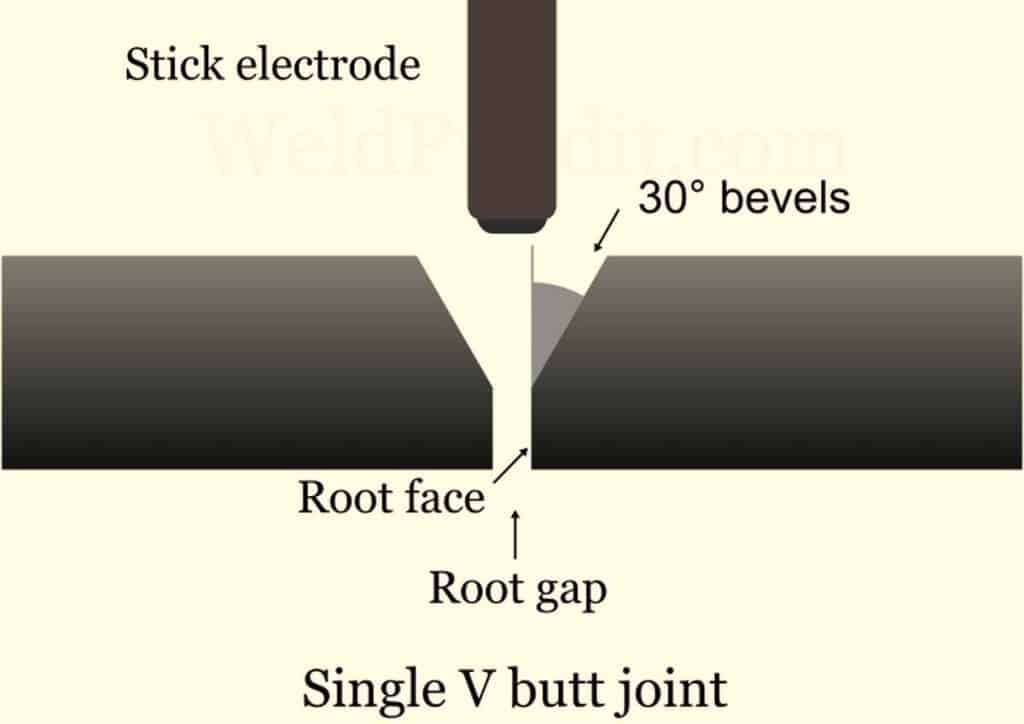
If you want to weld a 1/4″ (6.4 mm) thick metal, you make 30-degree bevels. Then leave a 3/32″ long root face (or land) and a 1/16″ long root gap. This is a single V butt joint.
You weld the root with a 3/32″ rod. After that, you can fill the rest of the joint with 1/8″ (3.2 mm) or 5/32″ (4 mm) rods.
If you use cellulosic rods, it is always preferred to leave a thin root gap such as in the previous example since they penetrate more. With the other rods, you can leave a root gap equal to the root face, but no more than that.
What are the most common rod sizes?
The most common stick rod sizes are 3/32″ (2.4 mm), 1/8″ (3.2 mm), and 5/32″ (4 mm). These sizes are enough to weld the most common projects.
Small diameter rods, for example, 1/16″ (1.6 mm) and 5/64″ (2 mm), are more challenging to weld with than common-size rods:
- These diameters are for workpieces thinner than 1/8″ (3.2 mm). 1/8″ is the thinnest recommended thickness to for the stick welding process.
- Small-diameter rods tend to vibrate at the tip and require very steady hands.
- Finally, they are harder to find and more expensive.
Stick rods 3/16″ and larger are also hard to weld with:
- They are for very thick and large workpieces that are not common and need a lot of experience to weld.
- They create a large puddle that is difficult to control.
- You need a machine that can output a high amperage. Probably a three-phase power supply.
- Finally, as the rod diameter increases, the welding hazards increase as well. You will deal with more heat, UV rays, welding fumes, spatter, noise, etc.
How to select amperage for a stick welding rod?
After you have selected the correct type and size, you select the correct amperage.
You select the amperage of a stick welding rod by setting it high enough to get the best penetration and fusion for the job at hand, just a step before too much heat gives you defects.
When you weld, you want the best root penetration and overall joint fusion between the metals you work with. To achieve these results, you set a high amperage to release enough heat to melt the rod and the metals.
The type of flux material affects the amperage it takes to melt the rod, most of all the additional iron powder. In combination with the rod’s diameter, there is an amperage range the rod can work efficiently.
For example, a 3/32″ E7018 has an amperage range of 70-110A, and a 3/32″ E6011 has an amperage range of 60-90A.
If you set the amperage below the range, the arc will only spark, and the rod will stick to the metal.
If the amperage is above the range, the arc will act and sound too aggressive, the flux will be damaged before it burns, and the rod will turn red as you weld.
What is a good amperage starting point?
Since you have selected the correct rod type and size, let’s see a good starting point for the amperage selection of common welds.
Suppose you weld a fillet in the horizontal position (2F), set the amperage equal to the rod’s average amperage range. If you weld a butt weld in the flat position (1G), you set the amperage somewhat lower.
For example, a 1/8″ E7014 has an amperage range of 100-150. The ideal starting amperage of this rod for a 2F weld would be 125A.
This amperage will keep the rod from sticking, the melting speed will be fast, and the heat will be more than enough for good fusion. At the same time, there will be no side effects from too much heat.
After this general rule, you finetune the amperage by considering the following factors.
1. Base metal size
Thin and small workpieces cannot tolerate a lot of heat because it will saturate the metal and result in distortion. Even if the rod size fits correctly in the joint, you want to lower the amperage.
If you have a very large and thick workpiece, it will absorb the heat at high rates. This will cause poor penetration and slag inclusions. For these reasons, you set the amperage higher.
2. The temperature of the base metal
If the base metal’s temperature is very low, it is like you weld with lower amperage. The arc will not start easily, and the rod will stick to the base metal. To prevent this, you set the amperage slightly higher or preheat the base metal.
If the base metal temperature is too high from previous beads, it is like welding with higher amperage. The base metal will overheat and turn red, especially as you reach the joint’s end. To avoid this, you reduce the amperage.
3. Welding position
As with the rod size selection, the welding position is vital when you set the amperage. You use a different amperage for different positions for the same rod size.
The final result when you fine-tune the amperage is to weld with the same heat as in the flat position.
When you weld in the overhead position, the heat goes up and concentrates on the metal. It’s like you weld with higher amperage. The puddle will become too fluid, and it will not stay in the joint. For the overhead position, you lower the amperage by about 5%.
For the vertical-up position, after selecting a thinner rod, you lower the amperage by 10% to prevent overheating the puddle and the workpiece.
When you weld vertical-down, you set the amperage higher by about 10-15%. That’s because you weld with a fast welding speed, and the rod must melt fast enough.
4. Joint type and fit-up
When you weld fillets, you need a higher amperage than butt welds.
Depending on the root gap and face dimensions and the rod size, you set the amperage 10-20% lower than usual for open-root welds. By doing so, you avoid blowing through the metal. Any additional passes need the typical amperage for the rod.
Outside corner joints need even lower amperage.
Joints with tight fit-ups need higher amperage, and those with very wide or uneven fit-ups need lower amperage.
5. Current type
If you weld with AC, you set the amperage higher (10%) than DC. That’s because AC changes polarity direction at a fast rate, and there is a heat drop between each cycle.
6. The arc force function
Modern inverter welders support a function called arc force or dig. When you set a high arc force, the power supply will increase the amperage if the arc length shortens.
Arc-force is beneficial because it will prevent the rod from sticking to the base metal if you push the rod into the joint.
However, using arc force is like you are welding with higher amperage. So if you set a high value, you want to consider it when selecting your rod’s amperage.
How can you tell if the amperage is too low or high when stick welding?
First, keep in mind that amperage numbers in articles, videos, and charts are estimations to give you a good start.
The big problem is that all power supplies display the amperage differently. More expensive machines are more reliable.
For example, you set one welder to 100A, but in reality, it gives you 85A. You set another one at 100A, and it gives you 95A.
Furthermore, many dual-voltage welders output a different amperage depending on the voltage you plug them.
For example, you set the welder’s control knob to 150A, but it will output 120A when plugged into 120V and 160A when plugged into 240V.
Only a reliable ammeter (Wikipedia) can show you the exact amperage. If you want to use one with a DC welder, make sure the ammeter can work with DC.
Finally, you may miscalculate an amperage selection factor and end up with the wrong amperage.
You must understand right away if you weld with the wrong amperage to avoid defects.
With enough experience, you will know the correct amperage by the puddle’s appearance and behavior combined with the arc’s sound.
If you weld with low amperage
- You will have a harder time starting the arc.
- The rod will stick during welding.
- The arc looks dim and weak.
- The arc will sound weak and inconsistent.
- The puddle will be narrow, small, and will not wet out well.
- The molten slag will be darker than usual.
- The traveling speed is slower than optimal.
- The final bead will be tall and narrow with poor fusion.
If you weld with high amperage
- The arc will sound erratic and look very bright.
- The puddle will be too wide, fluid, and harder to control.
- The molten slag will have a longer tail and will be more red than usual.
- The traveling speed is faster than optimal.
- You will have higher amounts of spatter.
- The bead will be too wide and flat with some undercut.
A helpful tip for beginners is to test the amperage on similar scrap metal to find the right amperage. After that, you can weld the workpiece without defects.
A chart with the amperage range of popular welding rods
A helpful chart with the sizes and amperage range of popular stick electrodes. Each manufacturer’s rod amperage range is a little different. You should always check the rod’s packaging to know precisely the range.
| Stick rod | 1/16″ 1.6mm | 5/64″ 2.0mm | 3/32″ 2.4mm | 1/8″ 3.2mm | 5/32″ 4.0mm | 3/16″ 4.8mm |
|---|---|---|---|---|---|---|
| E6010 | – | – | 60-90 | 75-130 | 120-165 | 160-195 |
| E6011 | 25-40 | 35-65 | 60-90 | 75-130 | 120-165 | 160-195 |
| E6013 | 25-50 | 40-70 | 65-95 | 85-135 | 125-175 | 175-215 |
| E7014 | – | – | 75-105 | 100-150 | 135-200 | 185-240 |
| E7018 | – | – | 70-110 | 90-160 | 130-220 | 170-270 |
| E7024 | – | – | – | 130-160 | 165-225 | 210-290 |
| E308L-16 | – | 25-55 | 50-85 | 70-115 | 95-145 | 135-180 |
| ENiFe-CI | – | – | 70-85 | 85-110 | 110-140 | 120-160 |
| E4043 | – | – | 50-80 | 70-120 | 110-150 | – |
Examples of amperage and stick rod selection
Now, a few examples of amperage selection for fillet welds. For butt welds with an open root, reduce the amperage to avoid blowing through the metal.
To weld a 3/16″ thick workpiece with a 1/8″ E6011 rod:
- For horizontal use 100A.
- For vertical-down, use 115A and faster speeds.
- For vertical-up, use a thinner 3/32″ rod and 65A.
To weld a 3/32″ thick workpiece with a 3/32″ E6013 rod (they have the same thickness):
- For horizontal use 65A.
- For vertical-down, use 75A.
- For vertical-up, use a thinner 5/64″ rod and 40A.
To weld a workpiece 3/16″ thick with a 3/32″ E7018 rod:
- For the horizontal use 95A. Or you could use a thicker 1/8″ rod and 130A to weld faster.
- For vertical-up, use 75A.
- No vertical-down welding with this rod.
A chart with stick rod amperage per metal thickness in gauge, inches, and mm.
The suggested amperage is for filler welds of Tee joints and DC+ polarity. With experience, you can use thicker rods with a higher amperage for faster results.
| Designation | Metal thickness | Rod size | Amps |
|---|---|---|---|
| E6011 | 13 ga / .093″ (2.4 mm) | 5/64″ (2 mm) | 50 |
| E6011 | 11 ga / .125″ (3.2 mm) | 3/32″ (2.4 mm) | 70 |
| E6011 | .188″ (4.8 mm) | 1/8″ (3.2 mm) | 95 |
| E6011 | .250″ (6.4 mm) | 1/8″ | 115 |
| E6011 | .312″ (8.0 mm) | 5/32″ (4 mm) | 145 |
| E6011 | .375″ (9.5 mm) | 5/32″ | 165 |
| E6013 | 13 ga / .093″ (2.4 mm) | 5/64″ (2 mm) | 55 |
| E6013 | 11 ga / .125″ (3.2 mm) | 3/32″ (2.4 mm) | 80 |
| E6013 | .188″ (4.8 mm) | 1/8″ (3.2 mm) | 100 |
| E6013 | .250″ (6.4 mm) | 1/8″ | 120 |
| E6013 | .312″ (8.0 mm) | 5/32″ (4 mm) | 150 |
| E7018 | 11 ga / .125 (3.2 mm) | 3/32″ (2.4 mm) | 80 |
| E7018 | .188″ (4.8 mm) | 3/32″ | 95 |
| E7018 | .250″ (6.4 mm) | 1/8″ (3.2 mm) | 125 |
| E7018 | .312″ (8.0 mm) | 1/8″ | 145 |
| E7018 | .375″ (9.5 mm) | 5/32″ (4 mm) | 175 |
| E7018 | .500″ (12.8 mm) | 5/32″ | 210 |
In a nutshell
Stick welding rod selection is a bit complicated for beginners. Here is the summary.
The E6013, E6011, and perhaps the E7018 are the rods you will use to weld mild steel as a beginner. Make sure you have a stick welder with enough open-circuit voltage for the last two.
You should always choose a rod size thinner than the base metal. Make sure the rod size fits in the joint to offer deep root penetration. However, the rod size must also provide a satisfactory metal deposition.
Set the amperage high, just a step before it can cause side effects in the puddle or erratic arc sound.