How to Stick Weld Stainless to Carbon Steel: 10 Steps
Stick welding (SMAW) is favored to weld stainless to carbon steel in the field since it is very portable and generates strong shielding gases. Furthermore, it is the most economical way since you only need a few stainless welding rods.
However, you need to have some welding experience since the stainless component is harder to weld and more expensive.
The welding heat can warp and lower the corrosion resistance of thin stainless steel. So, it would be best if the two metals are thicker than 1/8″ (3.2 mm). If they are thinner, it’s best to weld with MIG or TIG welding.
Weldpundit has an introductory article on how to weld stainless steel to carbon steel.
Table of Contents
- 1. Identify the metals
- 2. Gather the equipment you need
- 3. Select an E309L-16 welding rod
- 4. Clean both metals
- 5. Prepare the joint
- 6. Use chill bars and clamp the metals
- 7. Set the correct amperage and tack the metals
- 8. Weld with the correct working angle
- 9. Tips for stick welding stainless to steel
- 10. Post weld cleaning of the stainless part and bead
- Can you weld stainless to mild steel with a 7018 rod?
Now let’s see how you can stick weld stainless to steel while achieving good corrosion resistance.
1. Identify the metals
It is easy to tell between stainless and typical steel:
- First, you can check the external appearance. Stainless is rust-free, has a silver-gray color, and never has mill scale on it. Furthermore, many stainless components have their grade imprinted on them. Mild steel rusts, has a light-gray color, but if it’s covered by mill scale it’s black.
- A spark test is an excellent method to identify metals. But you must have identified sample metals to compare them with your workpieces. To do a spark test, you grind the metals and observe their sparks. But remember that the stainless part needs its own wheel to avoid iron particle contamination that will lead to rust.
Most stainless steel grades generate long yellow sparks without any forks. Carbon steel generates long yellow-red sparks with many forks. Forks are patterns resembling a fork where the spark ends.
Identifying the type and grade of each metal is harder.
Stainless steel
There are three basic stainless steel types:
- The most common stainless steel grades, such as the 304 (or 18/8), belong to the austenitic type. Most cookware and food containers are made of this type. Austenitic is the easiest stainless type to weld.
- However, you may have ferritic stainless used for decorative or heat-resisting components. This type is harder to weld.
- Finally, you may have martensitic stainless for cutting tools. It is the hardest to weld and needs preheating and further post-welding heat treatment.
Identifying between austenitic and the other two types is easy, since austenitic is not magnetic, but the other two types are.
A magnet doesn’t stick to austenitic steel or may attract slightly some grades that went through cold hardening. The other two types stick to a magnet like carbon steel.
You can weld ferritic and martensitic stainless to carbon steel without preheating by following this guide. But only when you:
- Use E309 stick rods.
- Weld non-critical projects that don’t endure high mechanical or thermal stress.
- Don’t have to do further heat treatments on the ferritic or martensitic steel.
If further heat treatment is necessary, you must use matching rods for each grade.
To identify each grade, for example, 304 from 316, you need chemical tests. But it is not necessary, since you can use E309 rods to weld all stainless grades to mild steel with excellent results.
Carbon steel
There are three carbon steel types:
- The most common carbon steel is mild steel with a carbon content up to 0.30%. Most steel around you belongs to this type and is the easiest to weld. A popular grade is the A36.
- Next comes medium-carbon steel with 0.30-0.50% carbon which needs preheating to prevent cracking after welding.
- Finally, high-carbon steel with 0.50-0.90% carbon needs preheating and further post-welding heat treatment.
If you use an austenitic E309 rod, you can weld medium or even high-carbon steel to stainless without preheating.
To distinguish between carbon steel types, you can use a spark test but also a hardness test. Weldpundit has an article on how to identify metals to learn more about this topic.
Since austenitic stainless steel and mild steel are the most popular, the following steps are about them. Now, let’s see what equipment you need.
2. Gather the equipment you need
You need to gather all the necessary welding personal protective equipment:
- A welding helmet is the most crucial PPE. It lets you see your work and protects your eyes and face from the arc’s radiation (UV and IR light), sparks, spatter, and flying objects.
- Safety glasses protect the eyes from all flying objects, including the slag material on the bead when you clean it. They also protect your eyes from UV rays if accidental arc strikes occur.
- A face shield is excellent when you clean and prepare the metals.
- Earplugs or earmuffs, especially if you use an angle grinder.
- Thick welding gloves protect your hands from UV light, sparks, spatter, and hot metals.
- Fire-resistant clothes that cover all of your body. Never wear synthetic clothes.
- Leather boots. Grinding sparks and welding spatter can easily destroy synthetic shoes and give you severe burns.
- A welding respirator with P100 filters for stainless steel fumes.
You also need a chipping hammer and a wire brush to clean the slag covering left on the bead.
Use a separate set of tools for the stainless steel part. Everything that touches carbon steel must not touch stainless steel because it will be contaminated with iron particles. If that happens, stainless steel may start to rust, depending on the environment.
Do a quick safety check to avoid surprises that can harm you or your work. For instance, exposed electrical wires, bad gas connections, a well-ventilated area, sufficient lighting, etc.
3. Select an E309L-16 welding rod
The most important thing to get right is the proper stick rod for dissimilar metal welding.
The best stick rod for welding stainless to mild steel is the E309L-16. This rod has high chromium and nickel content. It’s also designed to prevent hot cracking. An E309-16 leaves a good-looking bead with high strength, ductility, corrosion, and heat resistance. After that, if you have harder-to-weld or unknown metals, you can use the E312 rod.
The E309L-16 rod is the most popular for the job. Let’s see what that name indicates:
- E means it is an electrode combined with flux material.
- 309 indicates the austenitic stainless grade with 23% chromium and 13% nickel and a ferritic addition to counter hot cracking.
- L that it has an ultra-low carbon content. 0.03% instead of 0.08% that typical E309 has. The lower the carbon, the less carbon contamination to prevent corrosion and cracking problems. If the stainless part is also ultra-low carbon, an E309L rod is necessary.
- Finally, the suffix -16 indicates the flux type covering the rod. It supports both alternating current (AC) and direct current (DC) but gives the best results with DC. It is easy to use, but it’s hard to weld in the vertical and overhead positions. The bead looks relatively flat with moderate ripples.
Since the -16 rods can weld with AC, they are suitable if you encounter the arc blow defect (a magnetic interference).
The E312 rod is designed for unknown or hard-to-weld dissimilar metals, for example, martensitic stainless to high-carbon steel or even tool steel. But for most cases, the E309 is more than enough, easier to find, and cheaper.
Things to consider when using stainless steel rods
Stainless steel rods have many differences compared to typical rods:
- Welding with a stainless rod generates harmful fumes. If you weld indoors, you need ventilation to capture the fumes and use a respirator. Ensure that the wind blows the fumes away from you, and use a respirator if you weld outdoors.
- These rods need a high open-circuit voltage (OCV) to work correctly. OCV is the voltage between the electrode holder and the working clamp when there is no arc. If your machine can burn E7018 rods, it will burn E309 rods too. However, if the OCV is too low, you won’t have a stable arc, and the rod will stick to the metal.
- These rods are sensitive to the air’s moisture. If the flux absorbs moisture, the rods will stick more, create an unstable arc, and create a bead with porosity. It would be best to prepare everything and open the rod package right before welding. After welding, you must store the remaining rods in airtight packaging or a storage rod oven. Here is an article on how to store stick rods, with tips for home welders.
- Welding rods tend to stick to the base metal. Stainless rods stick more often, and it is guaranteed to cause frustration to new welders. To avoid this problem, you can warm the rod up by striking the arc on scrap metal or use the hot-start feature if your machine supports it.
- These rods melt faster than steel rods, even if the amperage is somewhat lower. For this, you always use a faster welding speed.
- The flux coating is sensitive to heat and can burn easily. Burned flux will lose its properties, resulting in poor welds. That’s another reason to be careful when setting the amperage.
- The slag covering tends to pop off by itself when it cools down. Always wear your safety glasses to protect your eyes.
4. Clean both metals
Stick welding is known to offer strong welds, even on dirty metals. The arc is aggressive with a digging effect, and the flux material has cleaning and antioxidation properties.
But to receive a quality bead and keep the stainless part intact, you should remove all foreign materials, even on the mild-steel component.
Now, let’s see how to clean each one of those metals.
Stainless steel
Stainless steel is easy to clean. Most often, it is free from serious contaminants, except if it was kept in poor storage conditions.
Stainless steel may have oil or grease. You can remove them with a rag lightly soaked in acetone or, even better, an alcohol-based cleaner.
There is also the case of surface oxides if you cut the metal with a plasma cutter. These oxides are tough and can restrict the puddle’s flow.
If the stainless part has oxides or visible dirt, you can remove them with:
- A clean stainless wire brush.
- An angle grinder with the proper flap wheel for stainless. Avoid keeping it steady on one spot to avoid discolorization.
- Sandblasting with clean silica sand for quick results.
However, there is an important notice. You cannot use a tool contaminated with iron particles on the stainless component.
If you use a contaminated tool or wheel, use a mild chemical cleaner to remove the free iron.
Furthermore, ensure that all grinding wheels, discs, wire brushes, etc., mention they are suitable for stainless steel.
Finally, if you suspect moisture on the steel, you must remove it with a flame torch or hot air. Moisture will release hydrogen and oxygen that will cause inclusions and porosity in the stainless bead.
Mild steel
On the other hand, all short of unwanted materials may cover the mild steel part, such as:
- Mill scale, a layer of iron oxides created when the steel went through hot rolling. Fresh mill scale is hard to remove. Here is a detailed article on how to remove mill scale.
- Rust is another form of iron oxide created in the presence of moisture or water. Fresh rust is superficial, but it can dig into the metal if it remains for a long time.
- Mild steel is often painted to protect it from rust.
- There is also the case of galvanized steel. A galvanized surface contains zinc that has a low boiling point and releases a large amount of fumes.
Sandblasting, an angle grinder, or a wire brush are common methods to clean mild steel.
You can also use chemical ways, considering their safety issues. Never use a chlorinated chemical product. The arc and heat convert chlorine to even more harmful gases.
The area next to the joint should be cleaned to bright metal at least 1″ (25.4 mm). If the mild steel is galvanized, remove the coating at least up to 2″ (51 mm). All impurities can cause hot cracking and porosity, especially zinc.
Furthermore, on a clean surface, the arc will start easier and run smoother. Also, the puddle will flow and fill the toes better.
Prepare the mild steel away from stainless steel to avoid iron contamination.
5. Prepare the joint
Ensure you will always have a symmetrical fitup. Irregular joints may blow through at the wider or thinner parts. Furthermore, try to weld in the flat position if possible, since it’s the easiest to weld.
Always try to create a joint that needs the least amount of weld metal.
For example, if the metals are 1/8″ (3.2 mm) thick, leave a narrow 1/32″ (0.8 mm) root gap.
If you want to weld thinner metals, it would be best not to leave an open root.
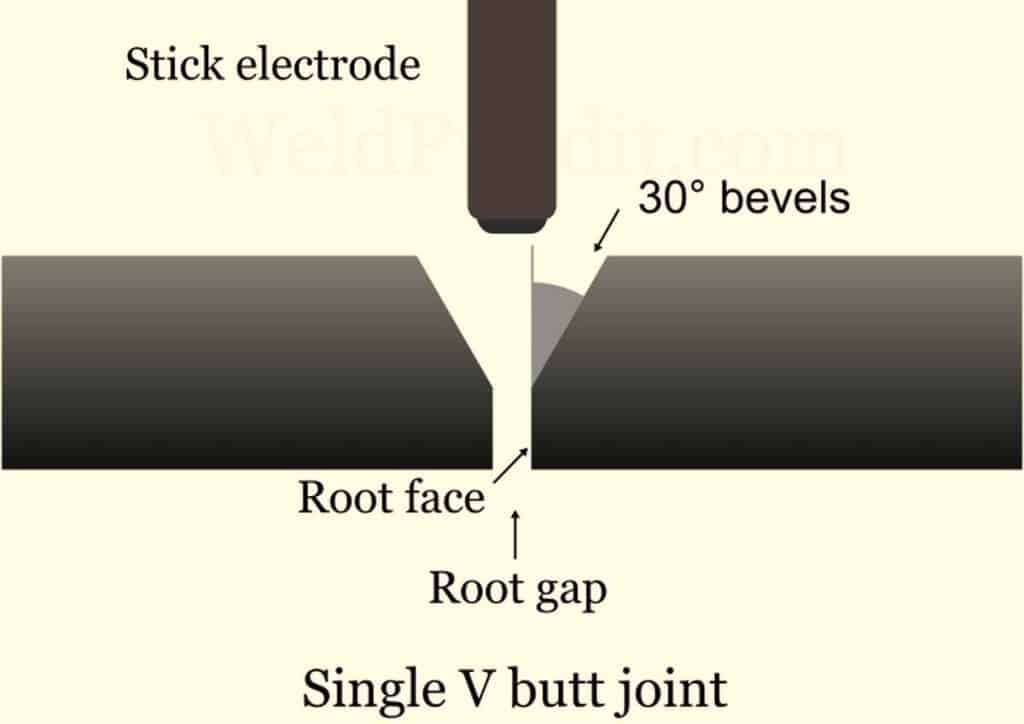
If the metals are 3/16″ (4.8 mm) thick, bevel the joint at 30 degrees and make a single V joint. Leave a narrow 1/16″ (1.6 mm) root gap and a 1/16″ root face.
A V joint requires less weld metal, therefore you will have higher chances of success.
For thicker metals, make a double V joint since it requires even less weld metal. But a double V requires welding on both sides.
An angle grinder with a dedicated flap disc for each metal is great for beveling.
6. Use chill bars and clamp the metals
A thick backup chill bar under the joint is always recommended when butt welding thin stainless. An aluminum or, even better, a copper chill bar will absorb heat at fast rates and cool down the stainless component. The chill bar won’t fuse with the workpieces.
However, if you use a copper bar under the joint, there is a chance of copper contamination caused by the welding heat. To avoid this, you can place a thin nickel sheet between them or use a grooved chill bar to avoid touching the joint. To keep things simple, use an aluminum bar.
If you weld thicker metal, or you don’t weld a root joint, you can place additional chill bars on top of the metals right next to the joint’s HAZ.
After you position the workpieces and the chill bar, clamp them on the welding table to keep them in place.
7. Set the correct amperage and tack the metals
You select the lowest amperage that will properly melt the stainless rod. You don’t want a high depth of fusion.
The stainless component wants the lowest amount of heat to avoid warping, burning through, and keep the corrosion resistance.
Furthermore, the mild steel part also needs a low amperage, or it will contaminate the weld metal with excessive carbon.
However, you must not set an amperage that is too low. The puddle must be easy to control, fill the edges, and offer a flat bead without slag inclusions. Low amperage also makes the rod harder to start and easier to stick on the metal.
Stainless steel rods require 15% less heat than typical rods. For example, a 1/8″ (3.2 mm) stainless rod needs 100A for a fillet joint, but an E7018 rod needs 125A. For a flat butt joint, you need 95A or even less.
The rod packaging mentions the amperage range, the polarity, and the allowed welding positions.
You can use the average value of the packaging’s recommended range to weld similar scrap metals. After that, you adjust the amperage if necessary.
When stick welding, you set the amperage considering mainly the rod size. You select the rod size considering the metal’s thickness and the joint design.
Weldpundit has a detailed article on how to select stick rods, including size and amperage.
You set a low amperage to weld with low heat. But another factor that determines how much heat goes into the metals is the traveling speed. It’s always faster than the speed you use for mild steel. With the correct speed, the arc points in the leading 1/3 of the puddle.
Finally, tack weld the metals every 2″ (51 mm) to avoid distortion. Tacking length depends on the thickness: the thicker the metals, the longer but larger the tacks.
8. Weld with the correct working angle
Welding stainless to mild steel is like normal stainless welding, with one main difference. You point the rod slightly more on the stainless component. No matter the uneven working angle, the final bead will be symmetrical with good side fusion and without slag inclusions.
For instance, if you use a typical 45-degree angle to weld a fillet joint, you risk having slag inclusions and an irregular bead. Instead, try an angle closer to 60-degree, pointing more on the stainless side. Always experiment on similar scrap metal first.
The traveling angle is quite vertical at 5-10 degrees.
9. Tips for stick welding stainless to steel
Here are some helpful tips to consider:
- Remember that when you weld with an austenitic rod, you don’t need preheating for the majority of the metals. When you weld austenitic steel, you do not preheat the metal. Preheating before welding damages austenitic steel.
- Be careful not to overheat the stainless rods, or else the flux covering will burn and deteriorate. Don’t set a higher than necessary amperage.
- You should avoid striking the arc on the metals, but in the joint or on the previous beads.
- Always keep a short arc length, no more than the rod’s wire diameter. A long arc will cause porosity, spatter, inclusions, and other defects.
- Prefer straight beads (stringers) without wide side-to-side movement for faster speed and lower heat input. If manipulation is necessary, keep it shorter than 2.5 times the rod diameter.
- Always fill the ending crater. If there is a gap, the shrinkage forces can crack the bead.
- If you are having trouble with distortion, peening the bead can help. Peening is when you hit the red-hot bead with a rounded hammer.
- Always clean the slag material if you do intermittent welding or multi-pass welds to prevent slag inclusions.
- With the correct joint preparation and the proper rod size, you can avoid multipass welds than input excessive heat. Otherwise, wait between each pass for the previous bead to cool down.
If the weld serves under harsh conditions, especially high heat, multiple overlapping beads with an E309 rod can lead to hot cracking caused by excessive nickel.
To avoid this, you weld the surface of the mild-steel joint with an E309 rod. We call this the buttering technique.
After that, to fill the joint, you use a common stainless rod. For example, the E308L for the 304L steel or the E316 for the 316 steel.
10. Post weld cleaning of the stainless part and bead
Stick welding doesn’t offer good-looking beads that often need improvement. You also clean the final bead and the stainless part to avoid corrosion, especially in harsh environments. Any residual spatter, slag material, iron, etc., will act as corrosion concentration points.
To remove spatter and make the bead flatter, you can grind it using a 40-60 grit flap disc. After that, you can use a scotch brite disc for a smoother surface.
Finally, you can remove discolorations in various ways:
- Mechanically with low-speed tools and mild polishing abrasives and paste. But you cannot reach tight areas.
- Chemically with mild phosphoric acid solutions or equivalent commercial cleaners for stainless steel. Avoid traditional pickling chemicals or pastes because they contain harmful chemicals.
- Electrochemically by using mild acids and low-voltage electricity. It’s an efficient, safe, but expensive method. It’s also called electropolishing.
Finally, let’s see a very popular question.
Can you weld stainless to mild steel with a 7018 rod?
Welding stainless to mild steel with a 7018 rod will give you poor or even dangerous results. The bead will have low strength, ductility, corrosion and heat resistance. Furthermore, the bead will be brittle and may crack under mechanical or thermal stress. Finally, the expensive stainless part will be damaged.
The E7018 is a typical steel rod that has no chromium, offering a bead without corrosion resistance.
Furthermore, the carbon in the E7018’s weld metal will capture chromium from the stainless heat-affected zone (HAZ), forming carbides. Carbides will make the bead very hard and brittle.
While the E7018’s weld metal steals chromium from the stainless part, it will contaminate the stainless HAZ with carbon. This will form carbides in the HAZ, lowering the corrosion resistance and making it brittle.
However, you can avoid using stainless rods if:
- Your project is small and simple.
- You don’t need a stainless bead.
- You don’t care about maintaining the stainless component’s HAZ characteristics.
Keep in mind that the bead will be brittle and may crack even after a long time.
If you want to proceed, you can weld with an E7018 since it offers low penetration, thus low dilution. That will pull less carbon in the weld metal. In addition, the flux material contains elements that clean the weld metal, making it somewhat less brittle than other steel rods.
Furthermore, the E7018 flux is low on moisture, reducing porosity problems.
It would be helpful to use a lower amperage and a faster welding speed than usual to prevent excessive distortion and corrosion on the stainless side.
The resulting bead will look narrow, tall, and gray. But it will hold the metals together strong enough if the joint:
- Doesn’t take strong impacts.
- Isn’t exposed to high or low temperatures.
- Isn’t exposed to a corrosive environment.
An E6013 rod will offer worse mechanical results, but it will release less. This helps to prevent warping and burning thoughts.
The E6010 and E6011 rods offer deep penetration that will easily warp and burn through the stainless component.
More Weldpundit articles